

Fabrication method of motor rotor assembly
A technology for motor rotors and manufacturing methods, which is applied in the direction of electric components, electrical components, and the manufacture of motor generators, etc., and can solve problems such as low affinity, low surface tension of coatings, and low bonding strength between annular magnetic steel and cylindrical mandrels, etc. problem, to achieve the effect of high affinity and high bonding strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] Embodiment one: if Figure 3-6 As shown, a method for manufacturing a motor rotor assembly includes the following steps:
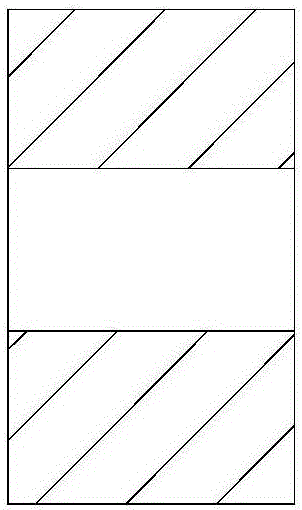
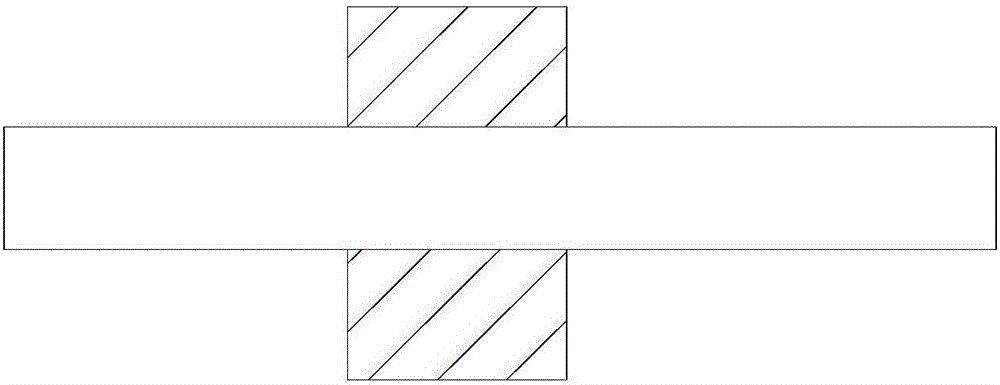
[0028] (1) Process the inner hole of the annular magnetic steel 1: the inner hole of the annular magnetic steel 1 is divided into a first inner hole 11 and a second inner hole 12, the diameter of the first inner hole 11 is denoted as D1, and the second inner hole The diameter of the hole 12 is marked as D2, the axial depth of the first inner hole 11 is marked as L1, the axial depth of the second inner hole 12 is marked as L2, the thickness of the ring magnetic steel 1 is marked as L, and the thickness of the cylindrical mandrel 2 is The outer diameter is recorded as D, D1 is 0.06mm larger than D, D2 is 0.2mm larger than D1, L=L1+L2, 1 / 3L≤L2≤1 / 2L;
[0029] (2) Electroplating is carried out to the annular magnet 1, and the electroplating layer is attached to the other surfaces of the annular magnet 1 except the inner surface after the electroplating;...
Embodiment 2
[0037] Embodiment two: if Figure 3-6 As shown, a method for manufacturing a motor rotor assembly includes the following steps:
[0038] (1) Process the inner hole of the annular magnetic steel 1: the inner hole of the annular magnetic steel 1 is divided into a first inner hole 11 and a second inner hole 12, the diameter of the first inner hole 11 is denoted as D1, and the second inner hole The diameter of the hole 12 is marked as D2, the axial depth of the first inner hole 11 is marked as L1, the axial depth of the second inner hole 12 is marked as L2, the thickness of the ring magnetic steel 1 is marked as L, and the thickness of the cylindrical mandrel 2 is The outer diameter is recorded as D, D1 is 0.06mm larger than D, D2 is 0.2mm larger than D1, L=L1+L2, 1 / 3L≤L2≤1 / 2L;
[0039] (2) Electroplating is carried out to the annular magnet 1, and the electroplating layer is attached to the other surfaces of the annular magnet 1 except the inner surface after the electroplating;...
Embodiment 3
[0048] Embodiment three: as Figure 3-6 As shown, a method for manufacturing a motor rotor assembly includes the following steps:
[0049] (1) Process the inner hole of the annular magnetic steel 1: the inner hole of the annular magnetic steel 1 is divided into a first inner hole 11 and a second inner hole 12, the diameter of the first inner hole 11 is denoted as D1, and the second inner hole The diameter of the hole 12 is marked as D2, the axial depth of the first inner hole 11 is marked as L1, the axial depth of the second inner hole 12 is marked as L2, the thickness of the ring magnetic steel 1 is marked as L, and the thickness of the cylindrical mandrel 2 is The outer diameter is recorded as D, D1 is 0.04mm larger than D, D2 is 0.1mm larger than D1, L=L1+L2, 1 / 3L≤L2≤1 / 2L;
[0050] (2) Electroplating is carried out to the annular magnet 1, and the electroplating layer is attached to the other surfaces of the annular magnet 1 except the inner surface after the electroplatin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More