

Method for realizing stress corrosion resistance of stainless steel welding connector impacted by nanosecond-pulse laser
A nanosecond pulse laser and welding joint technology, which is applied in heat treatment equipment, furnaces, heat treatment furnaces, etc., can solve the problems of stress corrosion resistance degradation and other problems, and achieve the effect of easy automation, fast processing speed and automatic realization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] This embodiment is a process for resisting stress corrosion of stainless steel welded joints subjected to nanosecond pulse laser shock. The test pieces in this example are 316L stainless steel welded joints.
[0030] The specific steps are:
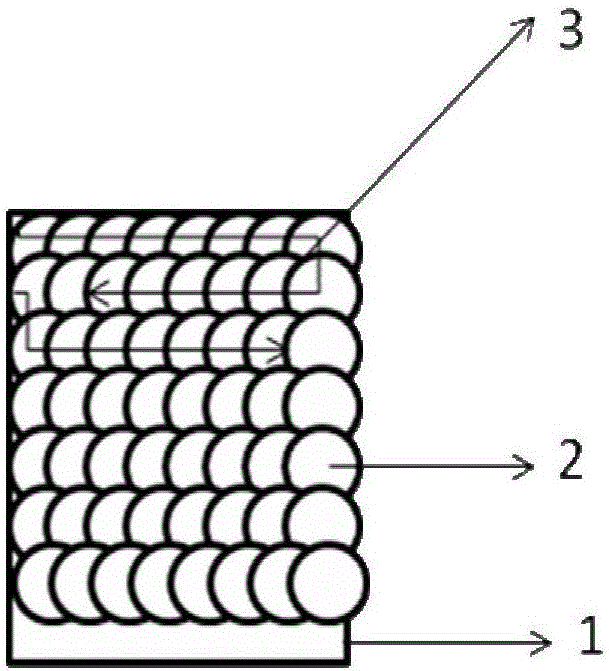
[0031] Step 1, Paste the absorbing protective layer. Aluminum foil with a thickness of 0.05mm to 0.1mm is used as the absorbing protective layer. Paste the aluminum foil on the surface of the weld seam of the test piece and in the area of 7mm on both sides of the weld seam, the thickness of the aluminum platinum is ≤0.1mm.
[0032] In this embodiment, the sticking thickness of the absorbing protective layer is 0.05 mm.
[0033] Step 2, forming a constraint layer. A deionized water layer with a thickness of 1 mm to 2 mm is formed on the surface of the absorbing protective layer as a constrained layer by conventional methods and maintained.
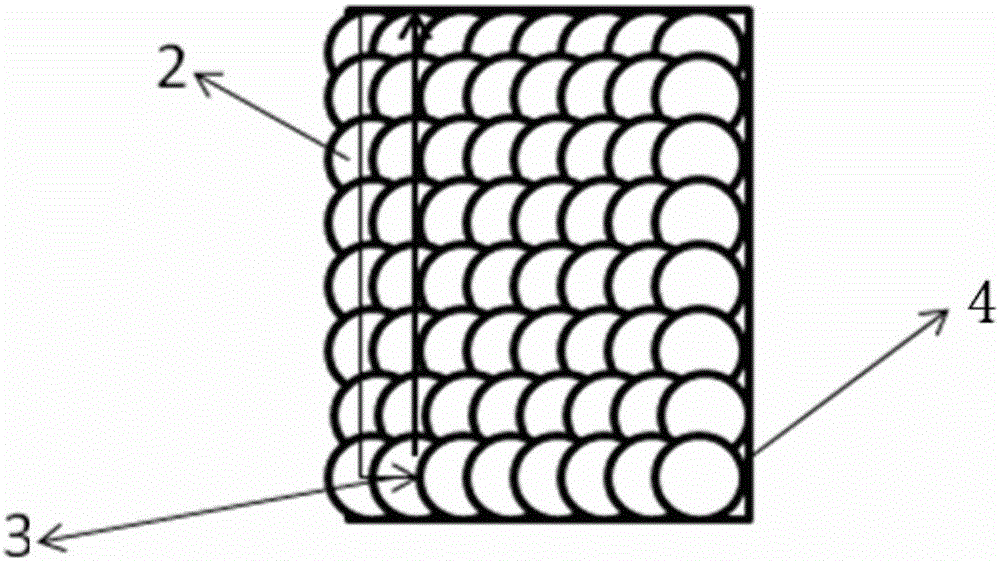
[0034] Step 3, laser shock weld. The weld seam is impacted with a nanosecond pulsed ...
Embodiment 2
[0047] This embodiment is a process for resisting stress corrosion of stainless steel welded joints subjected to nanosecond pulse laser shock. The test pieces in this example are 304 stainless steel welded joints.
[0048] The specific steps are:
[0049] The specific steps are:
[0050] Step 1, Paste the absorbing protective layer. Aluminum foil with a thickness of 0.05mm to 0.1mm is used as the absorbing protective layer. Paste the aluminum foil on the surface of the weld seam of the test piece and in the area of 6mm on both sides of the weld seam, the thickness of the aluminum platinum is ≤0.1mm.
[0051] In this embodiment, the sticking thickness of the absorbing protective layer is 0.1mm.
[0052] Step 2, forming a constraint layer. A deionized water layer with a thickness of 1 mm to 2 mm is formed on the surface of the absorbing protective layer as a constrained layer by conventional methods and maintained.
[0053] Step 3, laser shock weld. The weld seam is imp...
Embodiment 3
[0066] This embodiment is a process for resisting stress corrosion of stainless steel welded joints subjected to nanosecond pulse laser shock. The test pieces in this example are 304 stainless steel welded joints.
[0067] The specific steps are:
[0068] The specific steps are:
[0069] Step 1, Paste the absorbing protective layer. Aluminum foil with a thickness of 0.05mm to 0.1mm is used as the absorbing protective layer. Paste the aluminum foil on the surface of the weld seam of the test piece and in the area of 7mm on both sides of the weld seam, the thickness of the aluminum platinum is ≤0.1mm.
[0070] In this embodiment, the sticking thickness of the absorbing protective layer is 0.08 mm.
[0071] Step 2, forming a constraint layer. A deionized water layer with a thickness of 1 mm to 2 mm is formed on the surface of the absorbing protective layer as a constrained layer by conventional methods and maintained.
[0072] Step 3, laser shock weld. The weld seam is i...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More