

Ultra-low carbon steel and production method thereof
A technology of ultra-low carbon steel and production method, which is applied in the field of steel production, can solve problems such as uneven properties of ultra-low carbon steel, and achieve the effects of uniform performance, low energy consumption, and reduced shear stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
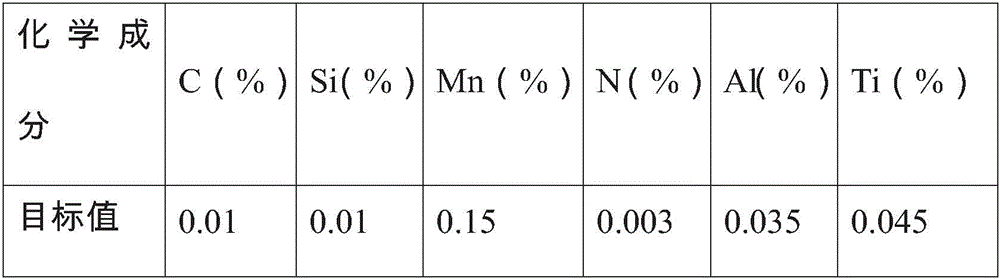
[0030] Slab Chemical Composition:
[0031] chemical composition C(%) Si(%) Mn(%) N(%) Al(%) Ti(%) target value 0.003 0.01 0.15 0.002 0.03 0.03
[0032] Control Method:
[0033] The heating temperature at the head of the slab is 1123°C, the heating temperature at the tail is 1106°C, and the heating time is 197 minutes. The finish rolling entrance temperature is 842°C, the minimum rolling speed of the finishing rolling process is 6m / s, and the maximum rolling speed is 7.1m / s. / s 2 , the finishing rolling F1-F7 is put into rolling lubrication for a long time, the amount of lubricating oil for F1 to F7 is 81.6ml / min, 83.1ml / min, 82.2ml / min, 85.6ml / min, 81.2ml / min, 80.5ml / min min, 81.6ml / min, dynamically adjust the cooling water between the finishing stands according to the temperature of the rolling process. The yield strengths of the head, middle and tail of the hot-rolled finished product are: 213Mpa, 215Mpa, 216Mpa; the tensile strengths are...
Embodiment 2
[0035] Slab Chemical Composition:
[0036] chemical composition C(%) Si(%) Mn(%) N(%) Al(%) Ti(%) target value 0.004 0.08 0.13 0.004 0.02 0.036
[0037] Control Method:
[0038] The heating temperature of the head of the slab is 1119°C, the heating temperature of the tail is 1098°C, and the heating time is 185min. The finish rolling entrance temperature is 855°C, the minimum rolling speed of the finishing rolling process is 9m / s, and the maximum rolling speed is 10.2m / s. the s 2, the finishing rolling F1-F7 is put into rolling lubrication for a long time, the amount of lubricating oil for F1 to F7 is 80.6ml / min, 82.1ml / min, 81.3ml / min, 84.8ml / min, 81.9ml / min, 81.5ml / min min, 80.6ml / min, dynamically adjust the cooling water between the finishing stands according to the temperature of the rolling process. The yield strengths of the head, middle and tail of the hot-rolled finished products are: 217Mpa, 216Mpa, 219Mpa; the tensile strengths are...
Embodiment 3
[0040] Slab Chemical Composition:
[0041] chemical composition C(%) Si(%) Mn(%) N(%) Al(%) Ti(%) target value 0.006 0.012 0.14 0.003 0.03 0.045
[0042] Control Method:
[0043] The heating temperature at the head of the slab is 1103°C, the heating temperature at the tail is 1089°C, and the heating time is 195 minutes. The temperature at the entrance of finish rolling is 839°C, the minimum value of rolling speed in the finish rolling process is 6.7m / s, and the maximum value is 7.3m / s. / s 2 , the finishing rolling F1-F7 is put into rolling lubrication for a long time, the amount of lubricating oil for F1 to F7 is 82.3ml / min, 83.3ml / min, 82.7ml / min, 83.9ml / min, 82.4ml / min, 81.8ml / min min, 81.7ml / min, dynamically adjust the cooling water between the finishing stands according to the temperature of the rolling process. The yield strengths of the head, middle and tail of the hot-rolled finished product are: 214Mpa, 213Mpa, 215Mpa; the tensile s...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More