

A Machining Technology of Working Surface of Open Cavity Forging Die
A processing technology and working face technology, which is applied in the processing technology field of the working face of an open cavity forging die, can solve the problems of easy damage and low service life of the forging die, avoid collapse, improve the service life and increase the supporting effect. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
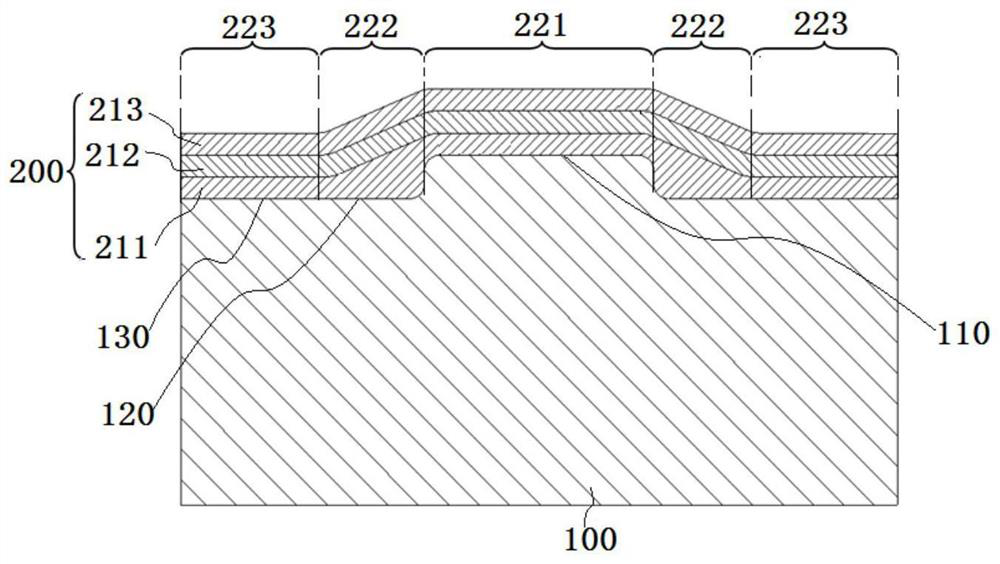
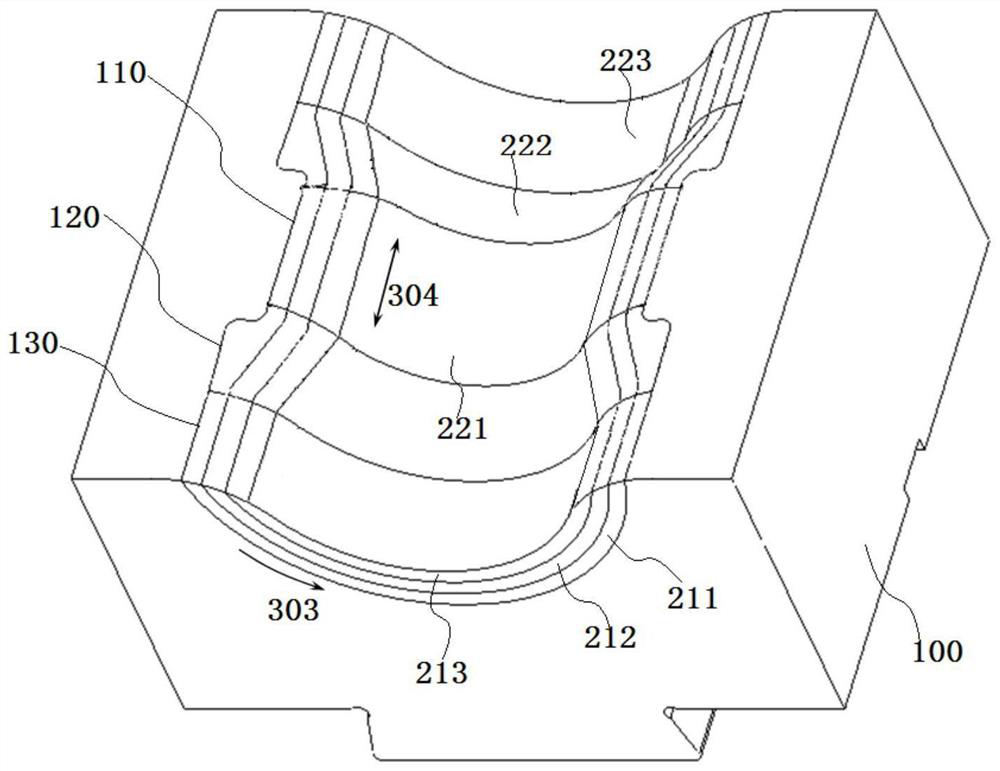
[0053] Combine figure 1 , figure 2 , image 3 , Figure 4 with Image 6 As shown, the processing process of an open type cavity molding surface of the present invention is as follows:
[0054] Step 1: Mechanical processing
[0055] The cavity is milled in the forging die substrate 100, the cavity includes a central type cavity surface 110, a transition type cavity surface 120, and an end type cavity surface 130, and a central type cavity surface 110, a transition type cavity surface 120, and an end type. The cavity surface 130 is a circular arc surface; the central type cavity surface 110 is located in the middle of the wound substrate 100, and the transition type cavity surface 120 and the end type cavity surface 130 are on the same plane, i.e., transitional cavity surface 120 and The end type cavity surface 130 is coplanar; and the central type cavity surface 110 protrudes in the plane of the transition type cavity surface 120 and the end type cavity surface 130. That is, the trans...
Embodiment 2
[0093] The basic content of the present embodiment is the same as in Example 1.
[0094] (1) DC welder is used in the process of soldering and bottoming layer 211, the solder material employed by the bottom layer 211 is H13 welding material, and the H13 welding material alloy component is: C: 0.35%, Si: 1%, MN: 0.3%, Cr: 5%, MO: 1.5%, V: 1%, the bottom layer 211 thickness of the transition circular arc 222 gradually increases from the central arc section 221 to the end circular arc segment 223, that is, the transition circular arc 222 The thickness of the bottom layer 211 is larger than the thickness of the central arc segment 221 is larger than the thickness of the end circular arc segment 223, thereby enhancing the stability of the bottom layer 211, preventing the bottom layer 211 from being cracking in a portion of the shelf layer 211 and the forging die substrate 100;
[0095] (2) In the process of the deposit transition layer 212, a gas protective welding is used, and the wel...
Embodiment 3
[0098] The basic content of the present embodiment is the same as in Example 1.
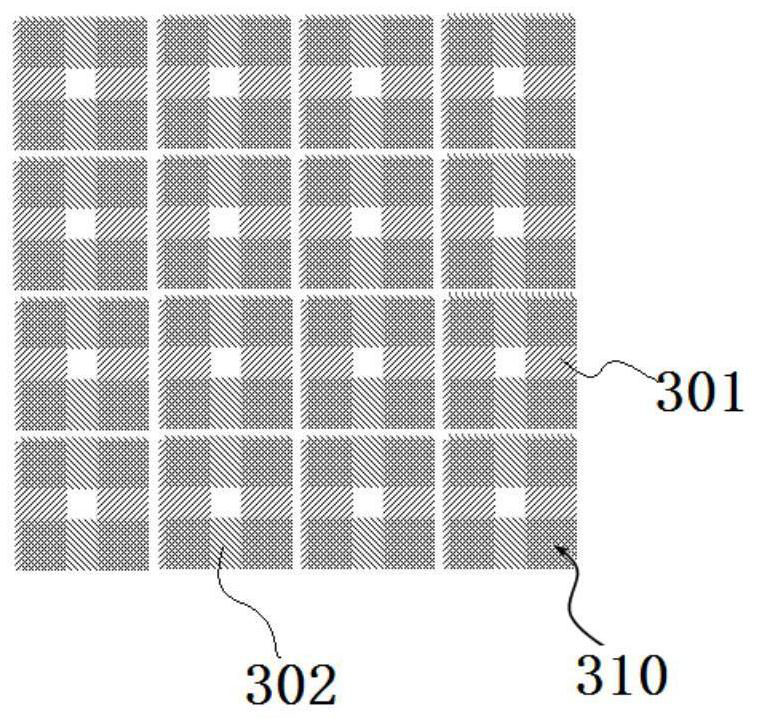
[0099] The transition layer 212 is welded on the bottom layer 211 of the transition circular arc segment 222 in step (1-2), and the transition layer 212 of the transition circular arc segment 222 is formed; the method in which the method in step 1-2 is used in the transition arc. The transition layer 212 of the segment 222 is soldered the working layer 213 to form the working layer 213 of the transition arc segment 222; that is, the bottom layer 211 of the transition arc segment 222 is welded to welding, and the transition arc The transition layer 212 and the working layer 213 of the segment 222 are soldered by grid rending unit 320.
[0100] The bottom layer 211 of the transition arc segment 222 is supplied with a well-formed binder 310, and the thickness of the bottom layer 211 of the transition arc segment 222 is gradually increased by the central circular arc section 221 to the end arc section 22...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More