

Large section steel rolling production system and method
A production method and production system technology, applied in the direction of metal rolling, etc., can solve the problems of increasing oxidation and burning loss of continuous casting slabs, large temperature drop of rolled pieces, and high production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
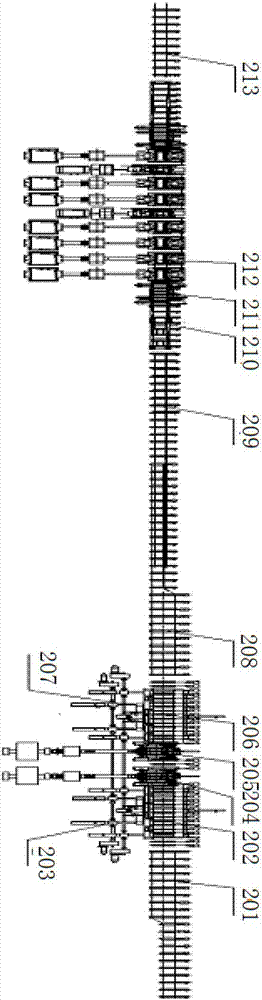
[0036] like figure 2As shown, this implementation of a large-scale section steel rolling production system includes a first horizontal two-roll reversible billeting mill system and a second horizontal two-roller reversible billeting mill system arranged continuously, the first horizontal two-roller reversible billeting mill system The billet rolling mill system is connected to the second horizontal two-roll reversible billet splitting mill system to form a continuous rolling relationship. After the second horizontal two-roller reversible billet splitting mill system, 8-11 continuous rolling mill units 212 are arranged continuously.
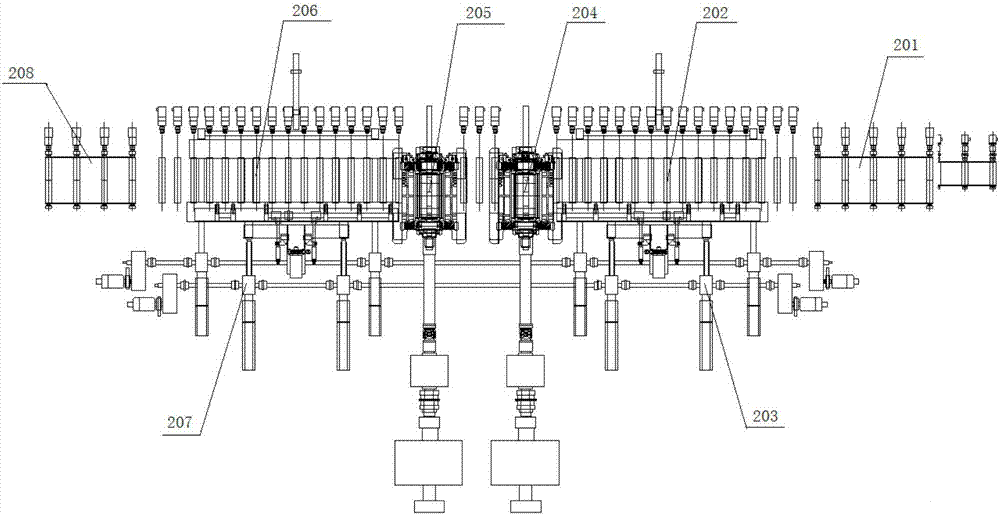
[0037] like image 3 As shown, the first horizontal two-roll reversible billeting mill system includes a first horizontal two-roller reversible billeting mill 204 and the first horizontal two-roller reversible billeting mill 204 sequentially arranged before the first billeting mill The front working roller table 202 and the front extension rolle...
Embodiment 2
[0043] Present embodiment a kind of large section steel rolling production method, described method comprises the following steps:
[0044] 1) The continuous casting slab with rectangular or special-shaped cross-section is transported to the working roller table 202 in front of the first billet rolling mill and guided by the pusher 203 in front of the first billet rolling mill to correctly center the pass;
[0045] 2) The working roller table 202 in front of the first blanking mill, the first horizontal two-roll reversible blanking mill 204 and the second horizontal two-roll reversible blanking mill 205 are running in the forward direction, and the continuous casting blanks with rectangular or special-shaped sections are sequentially sent to the second 1. The second horizontal two-high reversible billet mill is used for the first pass of double-stand continuous rolling;
[0046] 3) Stop the rolled piece in step 2) on the working roller table 206 after the second blanking mill ...
Embodiment 3
[0052] Based on the above-mentioned embodiment 2, step 1) and step 3) in this embodiment also include turning over the continuous casting slab or rolled piece.
[0053] The step 1) also includes heating the continuous casting slab with rectangular or special-shaped cross-section and removing the primary iron scale through a high-pressure water descaling device.
[0054] Before the step 2) and the step 4), there is a step of adjusting the roll gap of the first horizontal two-roll reversible billeting mill 204 and the second horizontal two-roller reversible billeting mill 205 according to a predetermined reduction.
[0055] The step 7) also includes the step of: cutting off the irregular head of the intermediate blank in the step 6).
[0056] The step 7) specific steps include:
[0057] After transporting, lifting and centering, the intermediate billet is sent to 3 to 6 universal / horizontal two-roll interchange mills, 1 edge rolling / horizontal two-roll interchange mill, 2 unive...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More