

Preparation method for ultrahigh-strength thermoforming steel for car
A hot stamping forming, ultra-high technology, applied in the field of high-strength steel, can solve problems such as the inability to use ordinary forming methods, and achieve the effect of thinning thickness, increasing strength, and ensuring plasticity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] According to the chemical composition given in Table 1, it is smelted in a vacuum induction heating furnace, cast into a forging billet and then forged. The billet is heated to 1250°C and homogenized and annealed for 16 hours under atmosphere protection conditions.
[0033] Table 1 is the mass percent of each composition
[0034] Table 1
[0035]
[0036] The hot-rolling process is to heat the billet to 1250°C for 2 hours, and hot-roll six passes on a 350mm two-roll mill to obtain a hot-rolled sheet with a thickness of about 3mm, with a total deformation of 85% to 90%. The final rolling temperatures were 1150°C and 1000°C respectively, and then cooled to room temperature with the furnace.
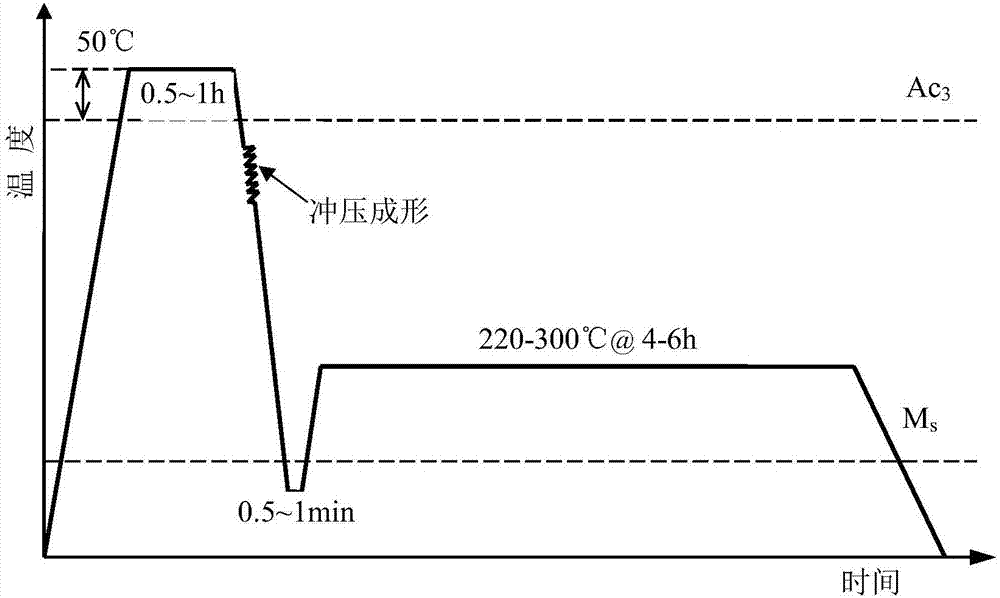
[0037] Heat the hot-rolled steel plate to 900°C in a resistance furnace, keep it warm for 0.5h, then quickly transfer it to a mold for hot stamping, and then put it into a salt bath furnace at 215°C to cool in a salt bath, and hold it for 60s, then move it into Insulate in a sal...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More