Lipozyme-catalyzed on-line synthesizing method for 5'-O-ethylene hexanedioyl-5-methyluridine
A methyl uridine, lipase technology, applied in biochemical equipment and methods, biochemical instruments, enzyme production/bioreactors, etc., can solve the problems of low conversion rate and selectivity, long reaction time, etc., to shorten the Effects of reaction time, reduced reaction cost, high conversion and selectivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
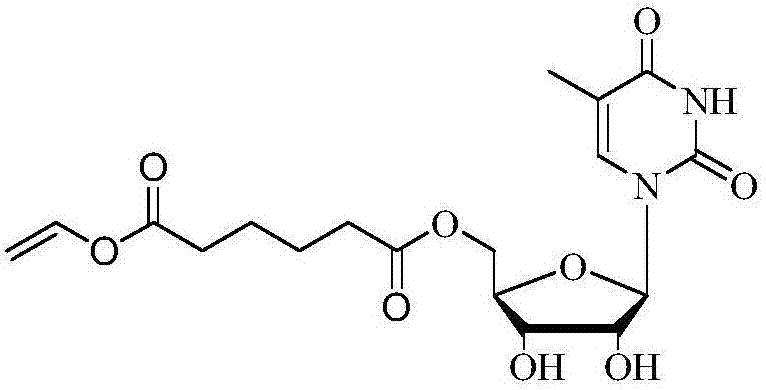
[0025] Example 1: Synthesis of 5'-O-ethylene adipyl-5-methyluridine
[0026]
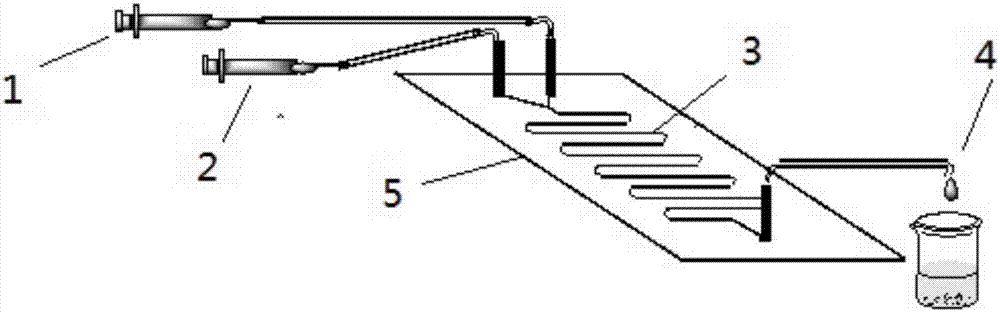
[0027] device reference figure 1 : Dissolve 5-methyluridine (1.0mmol) in 1.33mL of DMSO and 8.67mL of tert-amyl alcohol, and dissolve divinyl adipate (9.0mmol) in 10mL of tert-amyl alcohol, and then fill them in 10mL syringes spare. 0.87g of lipase Lipozyme TLIM was evenly filled in the reaction channel, driven by the PD1200 syringe pump, the two reaction solutions were separated at 10.4 μL min -1 The flow rate enters the reaction channel through the "Y" joint for reaction, and the temperature of the reactor is controlled at 30°C by a water bath thermostat. The reaction solution flows continuously in the reaction channel for 30 minutes, and the reaction results are tracked and detected by thin-layer chromatography (TLC).
[0028] Collect the reaction solution online by the product collector, remove the solvent by distillation under reduced pressure, use 200-300 mesh silica gel wet packing colum...
Embodiment 2-6
[0033] Change the organic solvent DMSO in the microfluidic channel reactor: the volume ratio of tert-amyl alcohol, the control temperature is 50 ° C, the others are the same as in Example 1, and the reaction results are as shown in Table 1:
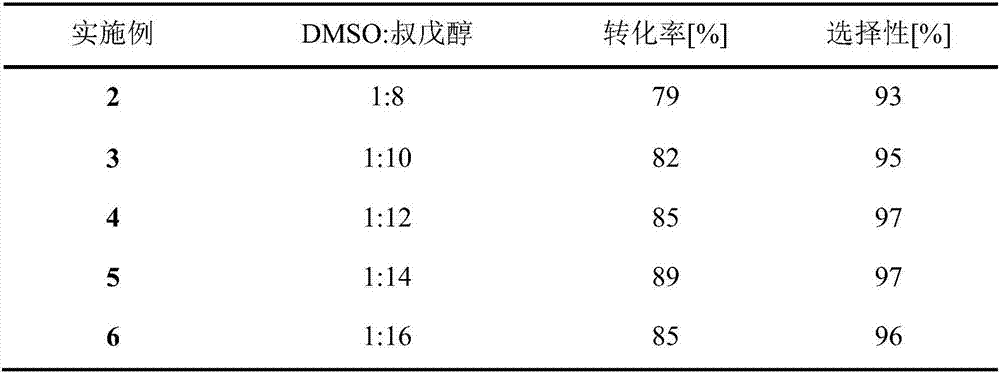
[0034] Table 1: Effect of Organic Solvent Ratio on Reaction
[0035]
[0036] The results in Table 1 show that when the flow rate is 10.4 μL min -1 , the reaction time is 30min, the reaction temperature is 50°C, the molar ratio of reactant 5-methyluridine to divinyl adipate is 1:9, and the concentration of 5-methyluridine in the reaction system is 0.05 During mmol / mL, conversion rate increases with the increase of organic solvent volume ratio in the reactor, reaches optimum when DMSO: tert-amyl alcohol volume ratio reaches 1:14, continues to increase volume ratio and will cause reactant to dissolve insufficiency Completely reduce the conversion rate. Therefore, the optimal organic solvent volume ratio in the microfluidic microchannel...
Embodiment 7-11
[0038] Change the substrate molar ratio of 5-methyluridine to divinyl adipate in the microfluidic microchannel reactor, control the temperature at 50°C, and the others are the same as in Example 1. The results are shown in Table 2:
[0039] Table 2: Effect of 5-methyluridine and divinyl adipate substrate molar ratio on reaction
[0040]
[0041] The results in Table 2 show that when the flow rate is 10.4 μL min -1 , the reaction time is 30min, the reaction temperature is 50°C, the organic solvent DMSO in the reactor: the volume ratio of tert-amyl alcohol is 1:14, and the concentration of 5-methyluridine in the reaction system is 0.05mmol / mL, Along with the increase of reactant divinyl adipate, the conversion rate of reaction also increases, and when 5-methyluridine: the divinyl adipate substrate mol ratio is 1:9, the conversion rate of reaction Optimum, so the optimal substrate molar ratio in the microfluidic microchannel reactor in the present invention is 1:9.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com