

Novel non-quenched-and-tempered plastic die steel plate and preparation method thereof
A plastic mold steel, non-quenched and tempered technology, applied in the field of non-quenched and tempered plastic mold steel plate and its preparation process, can solve the problems of increased quenching cracking tendency, difficult cost control, uneven hardness, etc., achieve uniform hardness and save production Good effect of cost and section hardness uniformity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
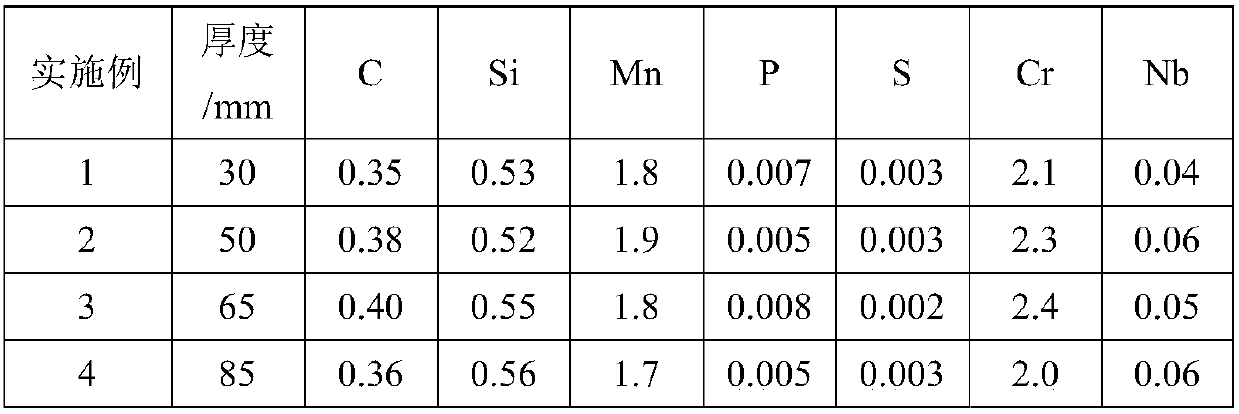
[0038] In the production method of Example 1, the molten steel is smelted in a converter, refined outside the furnace, cast into a continuous casting slab, and rolled into a finished steel plate with a specification of 30 mm. The main rolling and heat treatment process parameters of steel in Example 1 of the present invention are shown in Table 2. Table 3 shows the hardness test results (HRC) of the steel section in Example 1 of the present invention.
[0039] Table 2 The main rolling and heat treatment process parameters of steel in Example 1 of the present invention
[0040]
[0041] Table 3 Example 1 Steel Section Hardness Test Result (HRC) of the present invention
[0042]
[0043] It can be seen from Table 3 that the hardness of the 30 mm steel plate in Example 1 can meet the P20 hardness requirement in the AISI standard.
Embodiment 2
[0045] In the production method of this embodiment, the molten steel is smelted in a converter, refined outside the furnace, cast into a continuous casting slab, and rolled into a finished steel plate with a specification of 50 mm. The main rolling and heat treatment process parameters of the steel in Example 2 of the present invention are shown in Table 4. Table 5 shows the hardness test results (HRC) of the steel section in Example 2 of the present invention.
[0046] Table 4 The main rolling and heat treatment process parameters of steel in Example 2 of the present invention
[0047]
[0048] Table 5 Example 2 Steel Section Hardness Test Result (HRC) of the present invention)
[0049]
[0050] It can be seen from Table 5 that the hardness of the 50mm steel plate in Example 2 can meet the P20 hardness requirement in the AISI standard.
Embodiment 3
[0052] In the production method of this embodiment, the molten steel is smelted in a converter, refined outside the furnace, cast into a continuous casting slab, and rolled into a finished steel plate with a specification of 65 mm. The main rolling and heat treatment process parameters of the steel in Example 3 of the present invention are shown in Table 6. Table 7 shows the hardness test results (HRC) of the steel section in Example 3 of the present invention.
[0053] Table 6 The main rolling and heat treatment process parameters of steel in Example 3 of the present invention
[0054]
[0055] Table 7 Example 3 Steel Section Hardness Test Result (HRC) of the present invention
[0056]
[0057] It can be seen from Table 7 that the hardness of the 65mm steel plate in Example 3 can meet the P20 hardness requirement in the AISI standard.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More