Halogen-free and flame-retardant polypropylene material with high flame retardance and high oxygen index and preparation method of halogen-free and flame-retardant polypropylene material
A technology of flame retardant polypropylene and high oxygen index, which is applied in the field of high flame retardancy, high oxygen index halogen-free flame retardant polypropylene material and its preparation, can solve the problems of secondary pollution and achieve high oxygen index and optimized formula Design, improve the effect of oxygen index
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
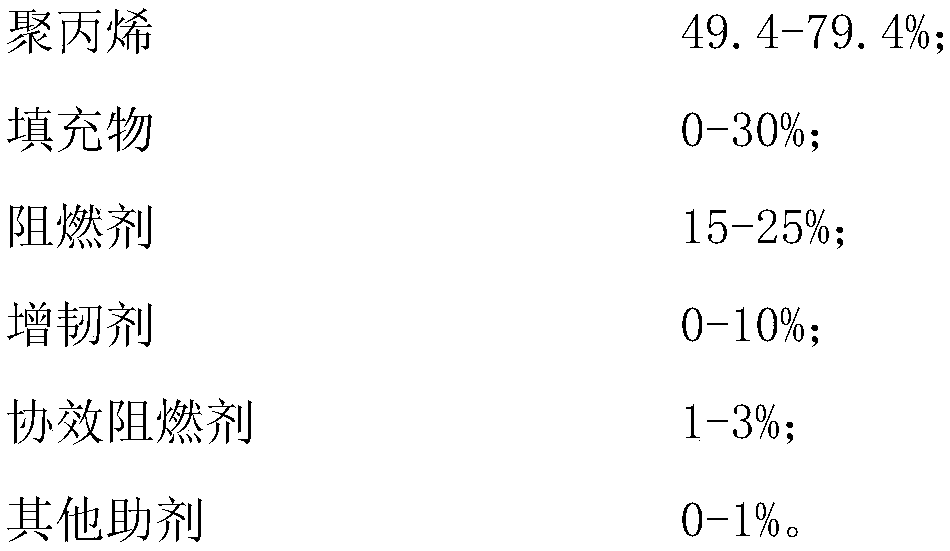
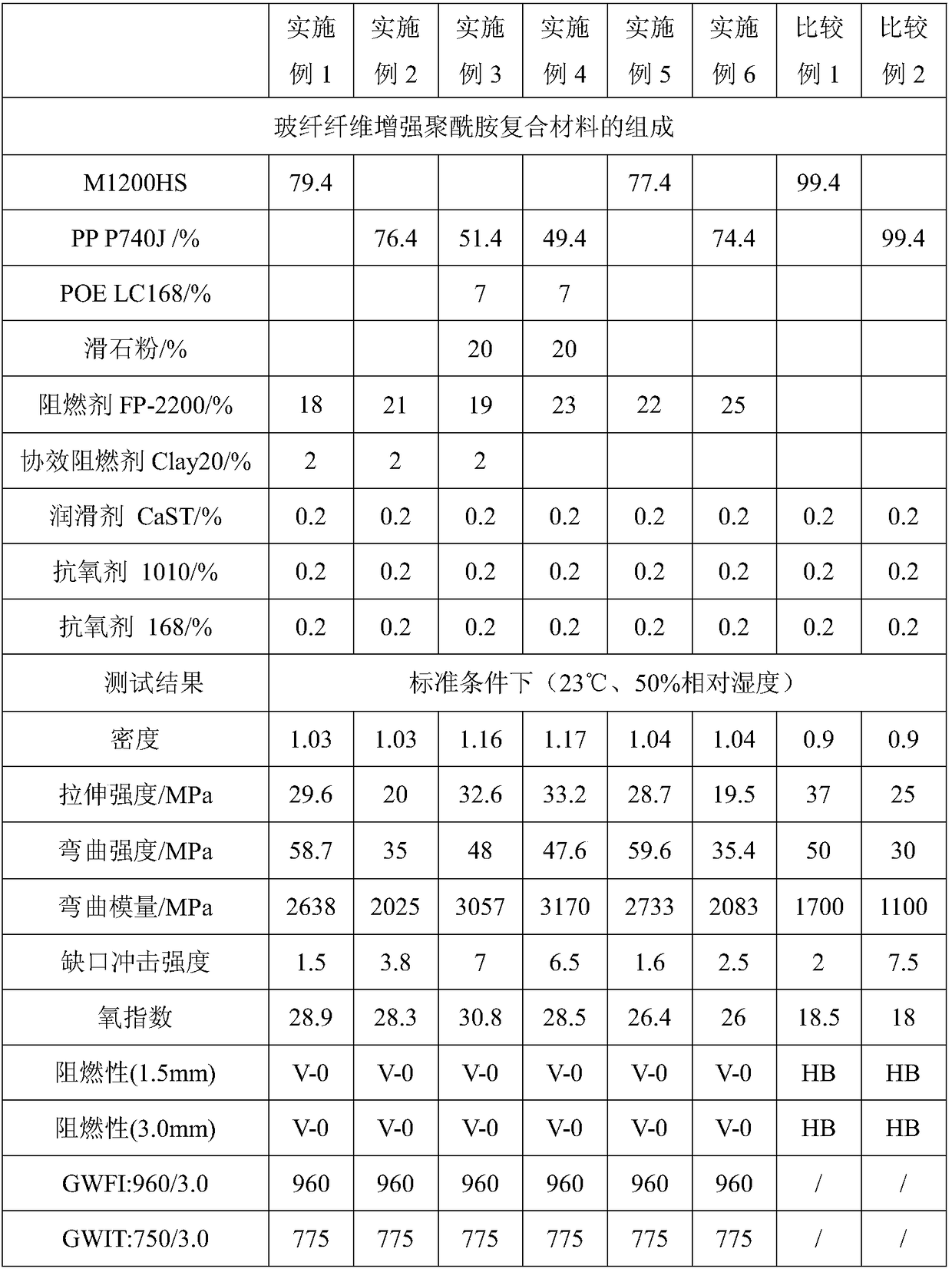
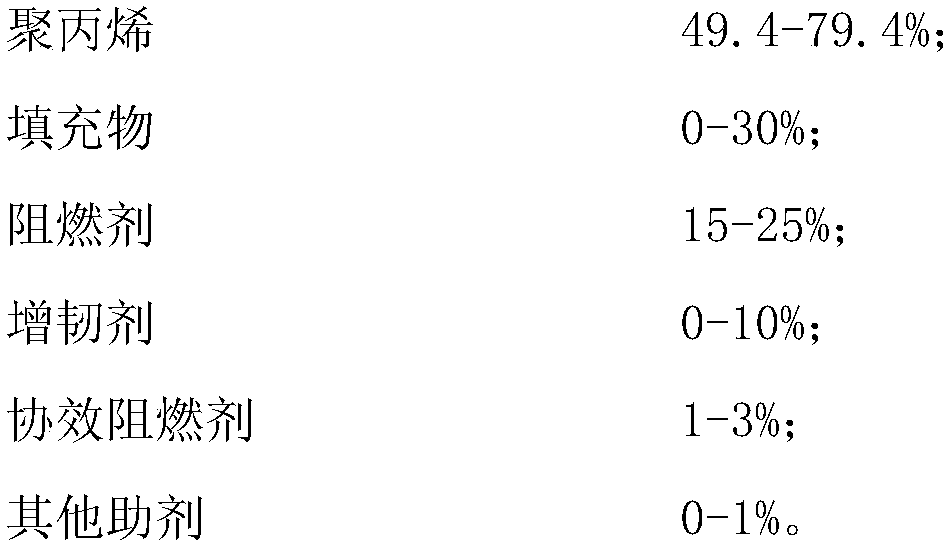
[0040] Weigh 3.97kg of PP M1200HS, 0.9kg of flame retardant FP-2200, 0.1kg of synergistic flame retardant Clay, 10g of antioxidants 1010 and 168, 10g of lubricant CaST and mix them evenly in a high-speed mixer to obtain a resin mixture ,spare;
[0041] The above-mentioned resin mixture is added into the twin-screw extruder (the diameter of the screw is 35mm, and the length-to-diameter ratio is L / D=40) through the main feeding port, and the temperature of each section of the twin-screw extruder is controlled (from the feeding mouth to nozzle outlet) at 160°C, 180°C, 190°C, 190°C, 190°C, 190°C, 190°C, 190°C, 190°C, 190°C, 190°C, twin-screw extruder speed is 360r / min, the strips extruded through the die are cooled in a water tank, dried by a blast dryer, and then pelletized by a pelletizer to obtain the product.
[0042] The above materials were dried at 120° C. for 4 hours in a blast drying oven, and then injection molded into standard strips at an injection molding temperatur...
Embodiment 2
[0044] Weigh 3.82kg of PP P740J, 1.05kg of flame retardant FP-2200, 0.1kg of synergistic flame retardant Clay20, 10g of antioxidants 1010 and 168, 10g of lubricant CaST and mix them uniformly in a high-speed mixer to obtain a resin mixture for later use ;
[0045] The above-mentioned resin mixture is added into the twin-screw extruder (the diameter of the screw is 35mm, and the length-to-diameter ratio is L / D=40) through the main feeding port, and the temperature of each section of the twin-screw extruder is controlled (from feeding mouth to nozzle outlet) at 160°C, 180°C, 190°C, 190°C, 190°C, 190°C, 190°C, 190°C, 190°C, 190°C, 190°C, twin-screw extruder speed is 360r / min, the strips extruded through the die are cooled in a water tank, dried by a blast dryer, and then pelletized by a pelletizer to obtain the product.
[0046] The above materials were dried at 120° C. for 4 hours in a blast drying oven, and then injection molded into standard strips at an injection molding te...
Embodiment 3
[0048] Weigh PP P740J 2.57kg, POE LC168 0.35kg, talcum powder 1.0kg, flame retardant FP-22000.95kg, synergistic combustion enhancer Clay20 0.1kg, antioxidant 1010 and 168 each 10g, lubricant CaST 10g in a high-speed mixer Mix well to get the resin mixture, set aside;
[0049] The above-mentioned resin mixture is added into the twin-screw extruder (the diameter of the screw is 35mm, and the length-to-diameter ratio is L / D=40) through the main feeding port, and the temperature of each section of the twin-screw extruder is controlled (from feeding mouth to nozzle outlet) at 160°C, 180°C, 190°C, 190°C, 190°C, 190°C, 190°C, 190°C, 190°C, 190°C, 190°C, twin-screw extruder speed is 360r / min, the strips extruded through the die are cooled in a water tank, dried by a blast dryer, and then pelletized by a pelletizer to obtain the product.
[0050] The above materials were dried at 120° C. for 4 hours in a blast drying oven, and then injection molded into standard strips at an injectio...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com