

Steel structure surface corrosion prevention process
A steel structure and process technology, applied in metal material coating process, melt spraying, coating and other directions, can solve the problems of high cost, steel structure anti-corrosion ability can not meet the needs of use, impetuous anti-corrosion process operation, etc., to improve the use of Longevity, improved structural strength and wear resistance, low cost effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
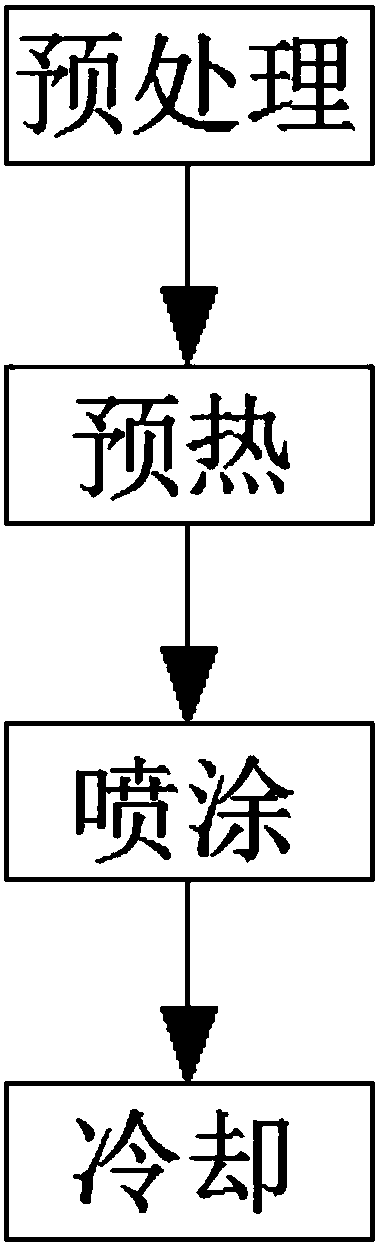
[0020] The steel structure surface anticorrosion process includes the following steps:
[0021] S1: Pretreatment: Clean and derust the surface of the steel structure, and then perform sandblasting roughening with dry, compressed and oil-free air, with a sandblasting pressure of 0.55MPa, a spraying angle of 15 degrees, and a sandblasting distance of 120mm , the surface roughness of the steel structure is Ra15um;
[0022] S2: preheating: preheating the pretreated steel structure at 250 degrees Celsius for 30 minutes;
[0023] S3: Spraying: Using multi-component alloy powder, supersonic flame spraying is carried out on the surface of the steel structure through supersonic flame spraying equipment. The spraying process parameters are: gas pressure 0.4MPa, oxygen pressure 0.65MPa, nitrogen pressure 0.35MPa, gas pressure Flow rate is 45L / min, oxygen flow rate is 460L / min, nitrogen flow rate is 135L / min; powder feeding speed is 125g / min, flame speed is 230m / s, flame temperature is 2...
Embodiment 2
[0026] The steel structure surface anticorrosion process includes the following steps:
[0027] S1: Pretreatment: Clean and derust the surface of the steel structure, and then use dry, compressed and oil-free air to perform sandblasting and roughening. The sandblasting pressure is 0.6MPa, the spraying angle is 20 degrees, and the sandblasting distance is 140mm. , the surface roughness of the steel structure is Ra20um;
[0028] S2: preheating: preheating the pretreated steel structure at 260 degrees Celsius for 35 minutes;
[0029] S3: Spraying: Using multi-component alloy powder, supersonic flame spraying is carried out on the surface of the steel structure through supersonic flame spraying equipment. The spraying process parameters are: gas pressure 0.42MPa, oxygen pressure 0.7MPa, nitrogen pressure 0.4MPa, gas pressure The flow rate is 50L / min, the oxygen flow rate is 470L / min, the nitrogen flow rate is 140L / min; the powder feeding speed is 130g / min, the flame speed is 240m...
Embodiment 3
[0032] The steel structure surface anticorrosion process includes the following steps:
[0033] S1: Pretreatment: Clean and derust the surface of the steel structure, and then conduct sandblasting roughening with dry, compressed and oil-free air, with a sandblasting pressure of 0.5MPa, a spraying angle of 10 degrees, and a sandblasting distance of 100mm , the surface roughness of the steel structure is Ra10um;
[0034] S2: preheating: preheating the pretreated steel structure at 240 degrees Celsius for 25 minutes;
[0035] S3: Spraying: Using multi-component alloy powder, supersonic flame spraying is carried out on the surface of the steel structure through supersonic flame spraying equipment. The spraying process parameters are: gas pressure 0.38MPa, oxygen pressure 0.6MPa, nitrogen pressure 0.3MPa, gas pressure The flow rate is 40L / min, the oxygen flow rate is 450L / min, the nitrogen flow rate is 130L / min; the powder feeding speed is 120g / min, the flame speed is 220m / s, the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More