

A kind of titanium alloy fine blanking forming method
A titanium alloy and fine blanking technology, applied in the direction of design optimization/simulation, special data processing applications, etc., can solve the problems of damage to the fatigue life performance of titanium alloy components, unsuitable for development needs, low material utilization, etc., to achieve crack suppression Produce and improve the plasticity and the effect of high material utilization
Active Publication Date: 2021-09-07
WUHAN UNIV OF TECH
View PDF6 Cites 0 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
However, surface integrity defects such as surface roughness, tears caused by built-up edge, and microcracks caused by milling of TC4 titanium alloys seriously damage the fatigue life performance of titanium alloy components.
In addition, machining also has disadvantages such as low efficiency and low material utilization rate. Therefore, the use of machining to manufacture medium-thick plate titanium alloy aviation components does not meet the development needs of the modern aviation industry.
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
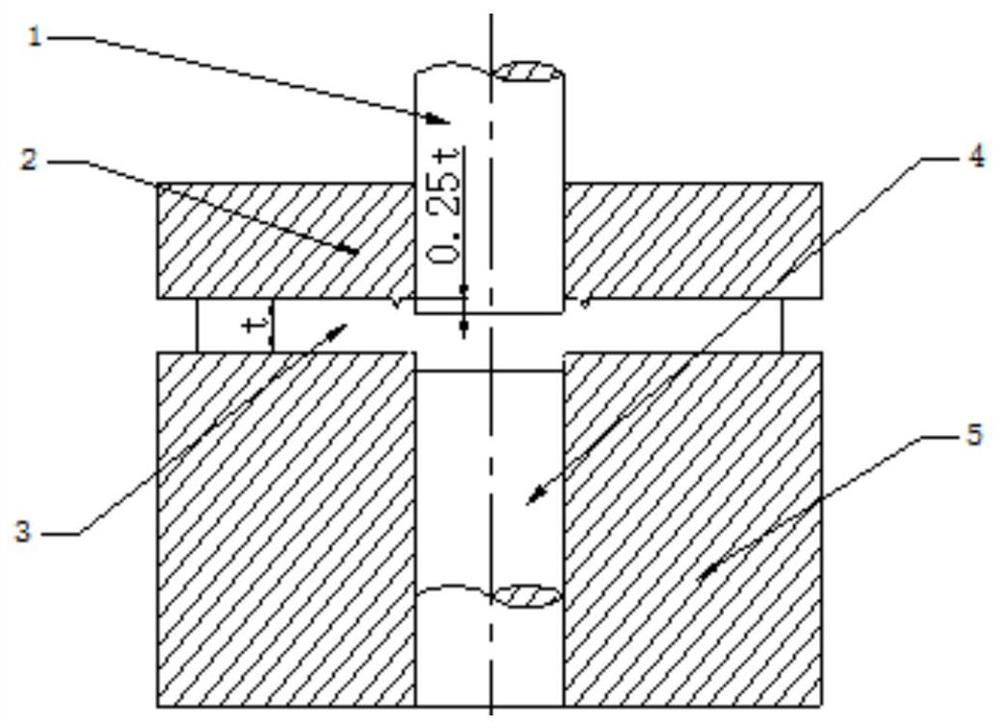
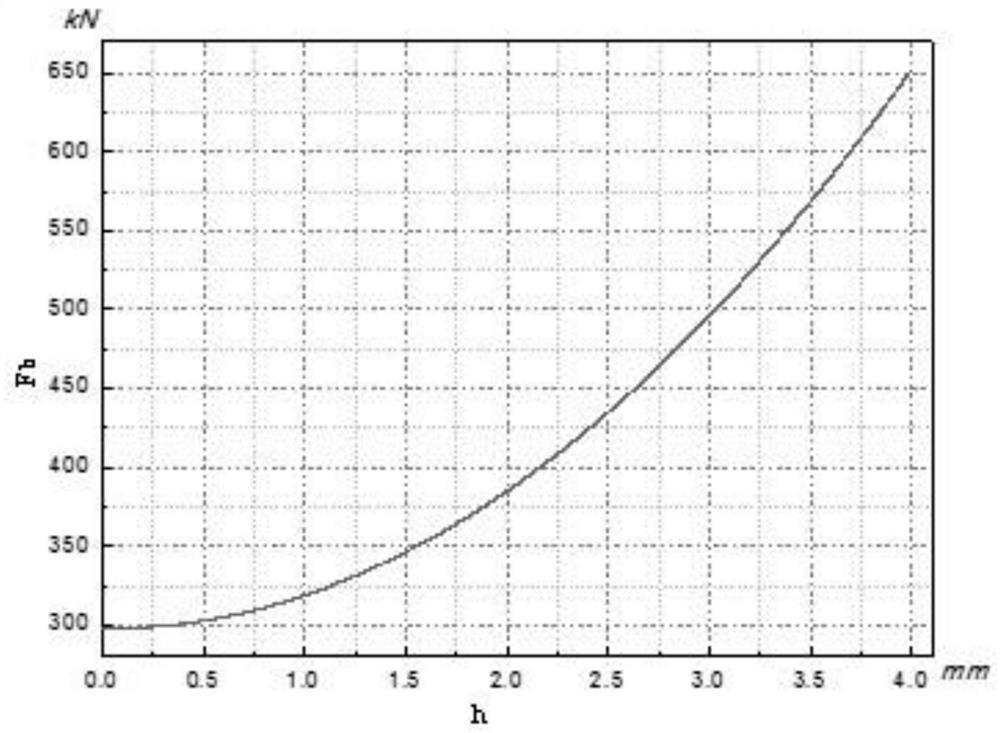
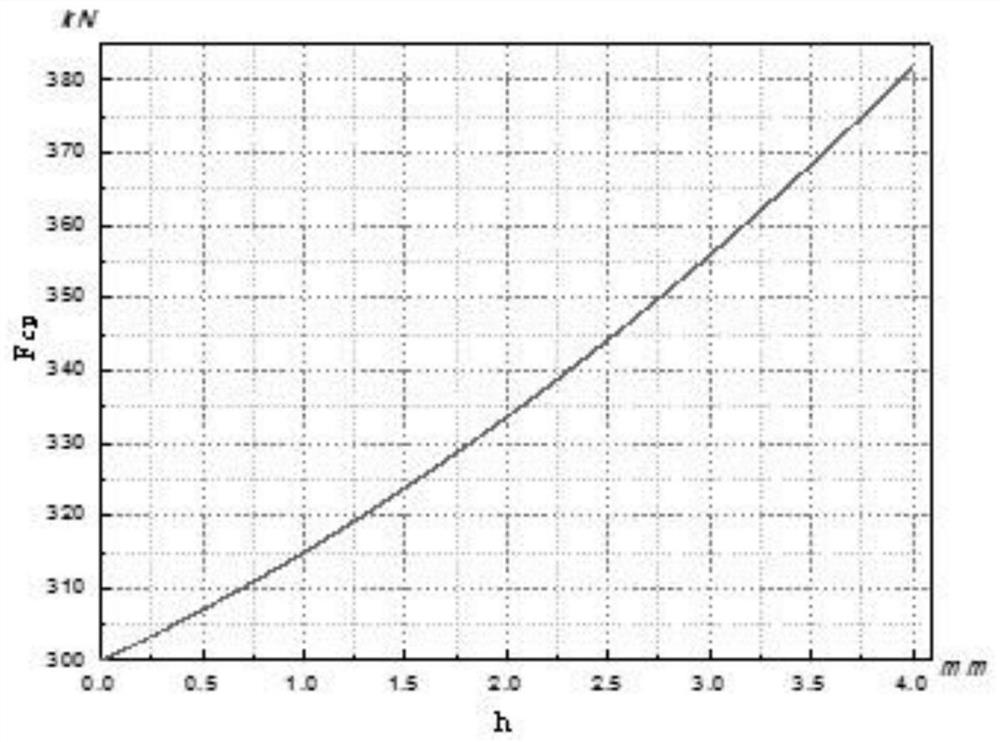
[0049] A TC4 titanium alloy sheet with a diameter of 20mm and a thickness of 4mm is punched out by a fine blanking forming process, and the tensile strength σ of the TC4 titanium alloy is obtained from the table b =1010MPa, then the punching force F under normal punching S =Ltσ b f 1 =2.2×10 5 N, blank holder force F b =L R hσ b f 2 =3.0×10 5 N, back force F cp =0.2F S =4.4×10 4 N, the initial punching speed is 15mm / s, from which the blank holder force F under this process can be obtained b (h) = 22.5h 2 -15.3h+3.0×10 5 , back force F cp =29.53h 2 -6.37h+4.4×10 4 ,The punching speed within 1mm punching stroke is 15mm / s, and the punching speed V when the punching stroke is 1-4mm p1 =9.33·h -1 +4.67.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Login to View More
Abstract
The present invention proposes a titanium alloy fine-blanking forming method. For TC4 titanium alloys of different thicknesses, fine-blanking is carried out by using finite element and experimental methods to obtain blank holder force, anti-deterministic force and stamping speed. The influence relationship of the hydrostatic pressure stress in the cutting strip, and then use the fracture criterion to judge the cracks under the hydrostatic pressure stress. Through a large number of experiments and simulation data fitting, the blank holder force and anti-bracket force obtained in the patent are obtained. The design relationship curve of force and blanking speed can be used to obtain the optimal combination of blank holder force, reverse jacking force and blanking speed, that is, the blank holder force and reverse jacking force increase continuously with the fine blanking process. , the punching speed is continuously reduced, so that the material in the shear zone is always in a good hydrostatic stress state, and a good shear bright zone is obtained. The invention realizes the fine blanking forming of the titanium alloy material, has high production efficiency, high utilization rate of raw materials, and good surface quality of formed parts.
Description
technical field [0001] The invention belongs to the technical field of fine blanking forming of metal sheets, and in particular relates to a fine blanking forming method of titanium alloy. Background technique [0002] Fine blanking is an advanced metal plastic forming process. The blanking section of fine blanking parts has a large bright band, high precision in size and shape, smooth surface, and high production efficiency of fine blanking. During the fine blanking process, since the blank is firmly pressed by the V-shaped blank holder and the reverse top plate, the material in the shear deformation zone is in a state of three-dimensional compressive stress, and the metal in the shear zone can be deformed in a pure shear manner, thereby ensuring fine blanking The piece gets a high-shine band. In the existing fine blanking process, blank holder force, back pressure and stamping speed are kept constant during the entire fine blanking process according to the initially set v...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityPatents(China)
IPC IPC(8): G06F30/23B21D28/02
CPCB21D28/02G06F30/23
Inventor华林刘艳雄胡俊杰赵新浩徐志成
OwnerWUHAN UNIV OF TECH