

Alloy roll ring for hot rollinig seamless steel tube production and production method thereof
A technology of alloy roll ring and seamless steel pipe, which is applied in the field of metallurgy, can solve the problems of large radial force, difficulty in bonding, uneven stress of different material layers, etc., and achieve the effect of increasing service life and reducing production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
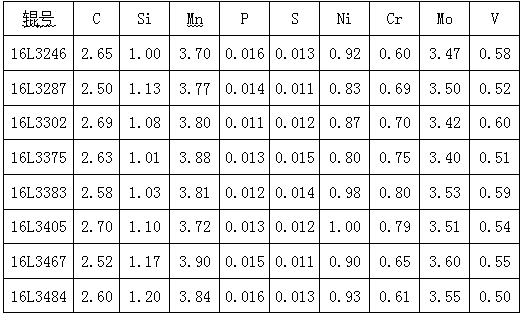
[0037] In this embodiment, the specification of the centrifugal composite roller ring is Φ280*157, and the roller number is 16L3246. The percentage content is shown in Table 1 and Table 2.
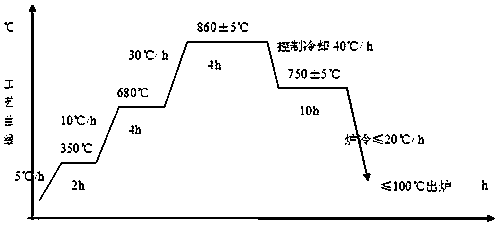
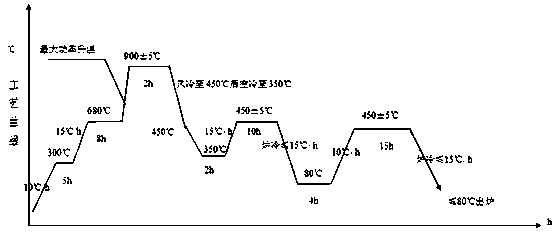
[0038] The production process of the centrifugal composite roller ring in this embodiment also includes the following process steps:
[0039] (1) Iron and molten steel modification process: 1.5t and 1t intermediate frequency induction furnaces are used to smelt the outer layer of molten iron and inner layer of molten steel.
[0040] After the outer metal material is completely melted, add broken glass on the molten iron surface to prevent oxidation. The amount added is 5.3kg per ton of molten metal. 10 minutes before tapping, add ferrovanadium with a molten iron content of 0.4% in the furnace, with a particle size of 10mm. Add 1.0% ferrochromium nitride in 7 minutes, particle size 24mm;
[0041] Add 0.28% of silicon-zirconium alloy and 0.4% of modification treatment agent into the pouring ...
Embodiment 2
[0048] The specification of the alloy roll ring in this embodiment is Φ280*157, the roll number is 16L3287, and the structure is a two-layer centrifugal composite structure. The outer layer is made of high manganese molybdenum cast iron, and the inner layer is made of graphite steel. See Table 1 and Table 2 for their content.
[0049] The production process of the alloy roller ring in this embodiment includes iron and molten steel metamorphism treatment, centrifugal casting, and heat treatment processes. The specific process steps are as follows:
[0050] (1) Iron and molten steel modification process: 1.5t and 1t intermediate frequency induction furnaces are used to smelt the outer layer of molten iron and inner layer of molten steel.
[0051] After the outer metal material is completely melted, add broken glass on the molten iron surface to prevent oxidation. The amount added is 5kg per ton of molten metal. 8 minutes before tapping, add ferrovanadium with a molten iron conte...
Embodiment 3
[0059] The specification of the alloy roll ring in this embodiment is Φ280*157, the roll number is 16L3302, and the structure is a two-layer centrifugal composite structure. See Table 1 and Table 2 for their content.
[0060] The production process of the alloy roller ring in this embodiment includes iron and molten steel metamorphism treatment, centrifugal casting, and heat treatment processes. The specific process steps are as follows:
[0061] (1) Iron and molten steel modification process: 1.5t and 1t intermediate frequency induction furnaces are used to smelt the outer layer of molten iron and inner layer of molten steel.
[0062] After the outer metal material is completely melted, add broken glass on the molten iron surface to prevent oxidation. The amount added is 5.7kg per ton of molten metal. 9 minutes before tapping, add ferrovanadium with 0.5% molten iron in the furnace, with a particle size of 18mm. Add 1.0% ferrochrome nitride in 6 minutes, particle size 27mm; ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More