

Method for selective hydrogenation of diesel oil
A selectivity and diesel technology, applied in hydrotreating process, chemical instruments and methods, hydrocarbon oil treatment, etc., can solve the problem of poor selectivity of single-ring aromatic hydrocarbons, improve activity and stability, improve activity, and increase service life Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
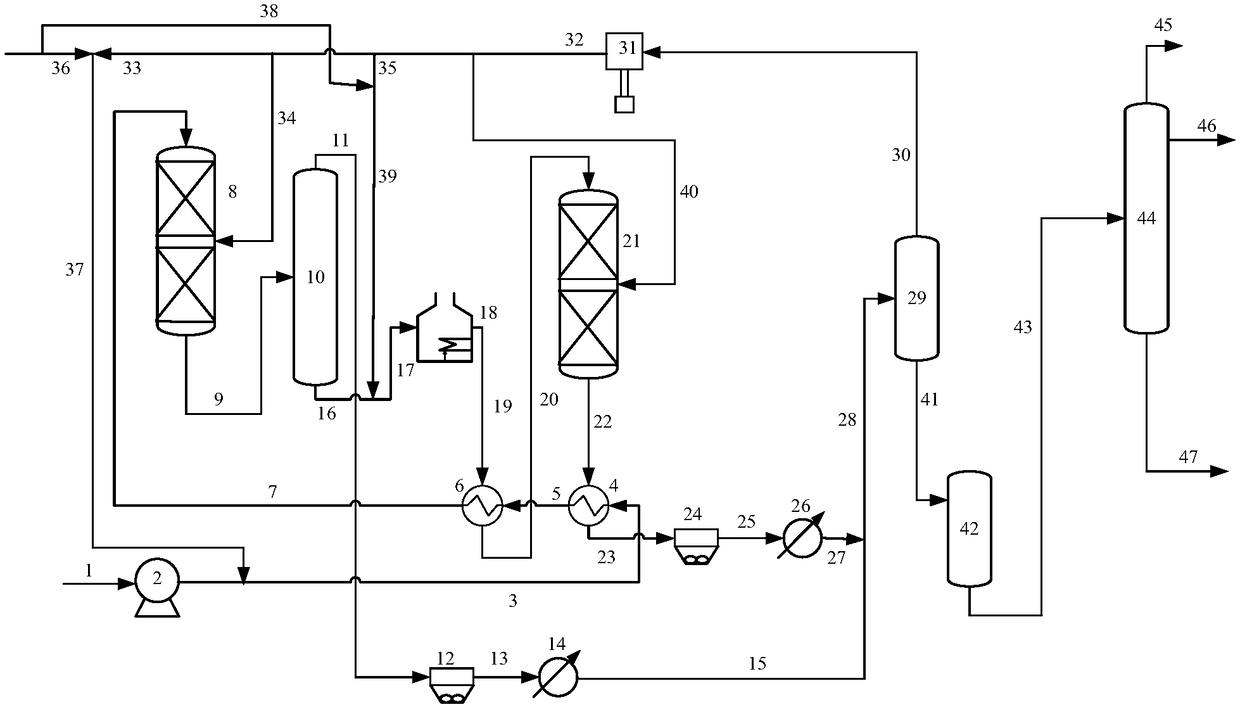
[0085] use figure 1 The flow shown is for feed oil D. The feed oil D mixed with hydrogen enters the first reaction zone and contacts with the hydrorefining catalyst A. The polycyclic aromatic hydrocarbon saturation rate of the liquid material in the reaction effluent of the first reaction zone is 70%, and the monocyclic aromatic hydrocarbon selectivity is 98.3%. The reaction effluent in the first reaction zone is separated in a separator to obtain reaction effluent I and reaction effluent II. The temperature of the separator is 260° C., and the mass ratio of reaction effluent I to reaction effluent II is 60:40. The reaction effluent II is mixed with hydrogen and enters the second reaction zone, contacts with the hydrofinishing catalyst A, and further undergoes the hydrofinishing reaction to obtain the reaction effluent III, which is mixed with the reaction effluent I and separated to obtain hydrogenation Oil is produced. The hydrogenation reaction conditions of the two reac...
Embodiment 2
[0088] use figure 1 The process shown treats feed oil D. The feed oil D mixed with hydrogen enters the first reaction zone and contacts with the hydrorefining catalyst C. The saturation rate of polycyclic aromatic hydrocarbons in the liquid material in the reaction effluent of the first reaction zone is 65%, and the selectivity of monocyclic aromatic hydrocarbons is 100%. The reaction effluent in the first reaction zone is separated in a separator to obtain reaction effluent I and reaction effluent II. The temperature of the separator is 250° C., and the mass ratio of reaction effluent I to reaction effluent II is 50:50. The reaction effluent II is mixed with hydrogen and enters the second reaction zone, contacts with the hydrofinishing catalyst C, and further undergoes the hydrofinishing reaction to obtain the reaction effluent III, which is mixed with the reaction effluent I and separated to obtain hydrogenation Oil is produced. The hydrogenation reaction conditions of th...
Embodiment 3
[0091] use figure 1 The flow shown is for feed oil D. The feed oil D mixed with hydrogen enters the first reaction zone and contacts with the hydrorefining catalyst C. The polycyclic aromatic hydrocarbon saturation rate of the liquid material in the reaction effluent of the first reaction zone is 68%, and the monocyclic aromatic hydrocarbon selectivity is 100%. The reaction effluent in the first reaction zone is separated in a separator to obtain reaction effluent I and reaction effluent II. The temperature of the separator is 260° C., and the mass ratio of reaction effluent I to reaction effluent II is 60:40. The reaction effluent II is mixed with hydrogen and enters the second reaction zone, contacts with the hydrofinishing catalyst C, and further undergoes the hydrofinishing reaction to obtain the reaction effluent III, which is mixed with the reaction effluent I and separated to obtain hydrogenation Oil is produced. The hydrogenation reaction conditions of the two react...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More