

A Technological Method for Shortening the Production Cycle of Large Steel Castings
A technology of production cycle and process method, which is applied in the field of casting, can solve the problems that the production cycle cannot meet the order requirements, increase the cost of heat treatment, prolong the production cycle, etc., and achieve the effects of avoiding secondary sintering, shortening the heat treatment time, and reducing the cost of heat treatment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
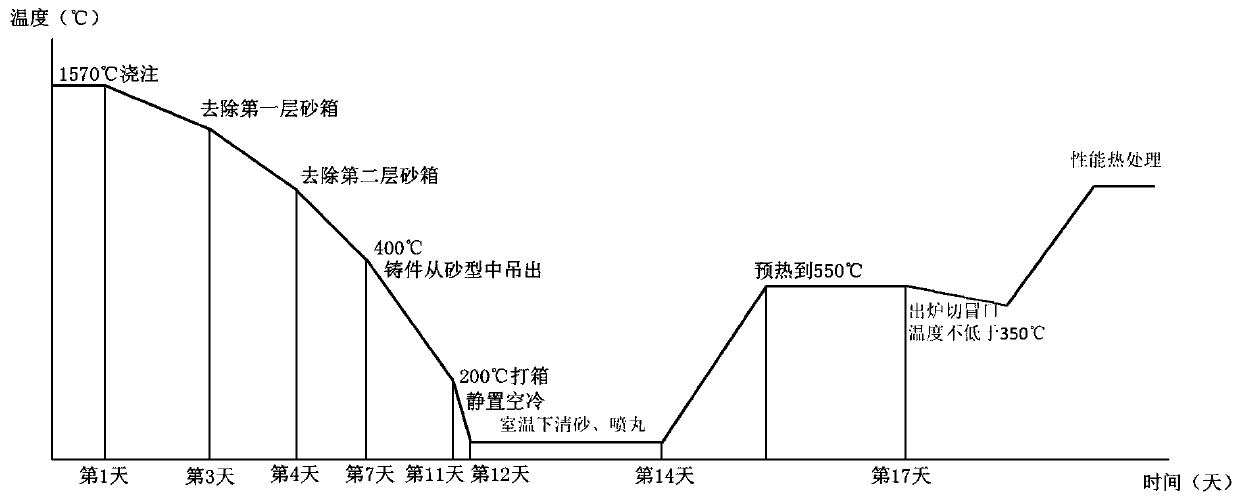
[0032] In this embodiment, the large-scale steel castings are non-plate low-alloy steel castings, and there are 6 layers of sand boxes with equal heights. The production process is as follows:
[0033] 1) On the 3rd day after the casting is poured, use a crane to hoist and remove the first layer of sand box at the riser, but ensure that there is at least 50mm thick sand around the riser to avoid the riser being exposed to the air; remove the first layer on the 4th day Two-layer sand box; the remaining four-layer sand box;
[0034] 2) Dig a temperature measurement channel at the root of the riser, measure the temperature with a portable temperature measurement gun, when the temperature is lower than 400°C, lift the casting from the sand mold to a height of 500mm from the top surface of the sand mold, stay in the air for 15 minutes, and then Put it back into the sand mold. After putting it back, make sure that the casting body is not exposed, and the riser should also be covered...
Embodiment 2
[0043] In this embodiment, the large-scale steel castings are non-plate carbon steel castings, and there are 6 layers of sand boxes with equal heights. The production process is as follows:
[0044] 1) On the 3rd day after the casting is poured, use a crane to hoist and remove the first layer of sand box at the riser, but ensure that there is at least 50mm thick sand around the riser to avoid the riser being exposed to the air; remove the first layer on the 4th day The second layer of sand box, the third layer of sand box was removed on the 5th day; the remaining three layers of sand box;
[0045] 2) Dig a temperature measuring channel at the root of the riser, measure the temperature with a portable temperature measuring gun, when the temperature is lower than 400°C, hang the casting from the sand mold to a height of 400mm from the top surface of the sand mold, stay in the air for 10 minutes, and then Put it back into the sand mold. After putting it back, make sure that the c...
Embodiment 3
[0054] In this embodiment, the large-scale steel castings are plate-type carbon steel castings, and there are 4 layers of sand boxes with equal heights. The production process is as follows:
[0055] 1) On the 3rd day after the casting is poured, use a crane to hoist the first layer of sand box at the riser, but ensure that there is at least 50mm thick sand around the riser to prevent the riser from being exposed to the air; the remaining two layers of sand boxes no longer removed;
[0056] 2) Dig a temperature measuring channel at the root of the riser, measure the temperature with a portable temperature measuring gun, when the temperature is lower than 400°C, hang the casting from the sand mold to a height of 300mm from the top surface of the sand mold, stay in the air for 5 minutes, and then Put it back into the sand mold. After putting it back, make sure that the casting body is not exposed, and the riser should also be covered with sand;
[0057] 3) Measure the temperatu...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More