

Common rail traffic bainite steel wheel used under cold and rigor service environment and manufacturing method of common rail traffic bainite steel wheel
A service environment, rail transit technology, applied in the field of rail transit, can solve problems such as easy expansion, cracking, traffic safety accidents, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
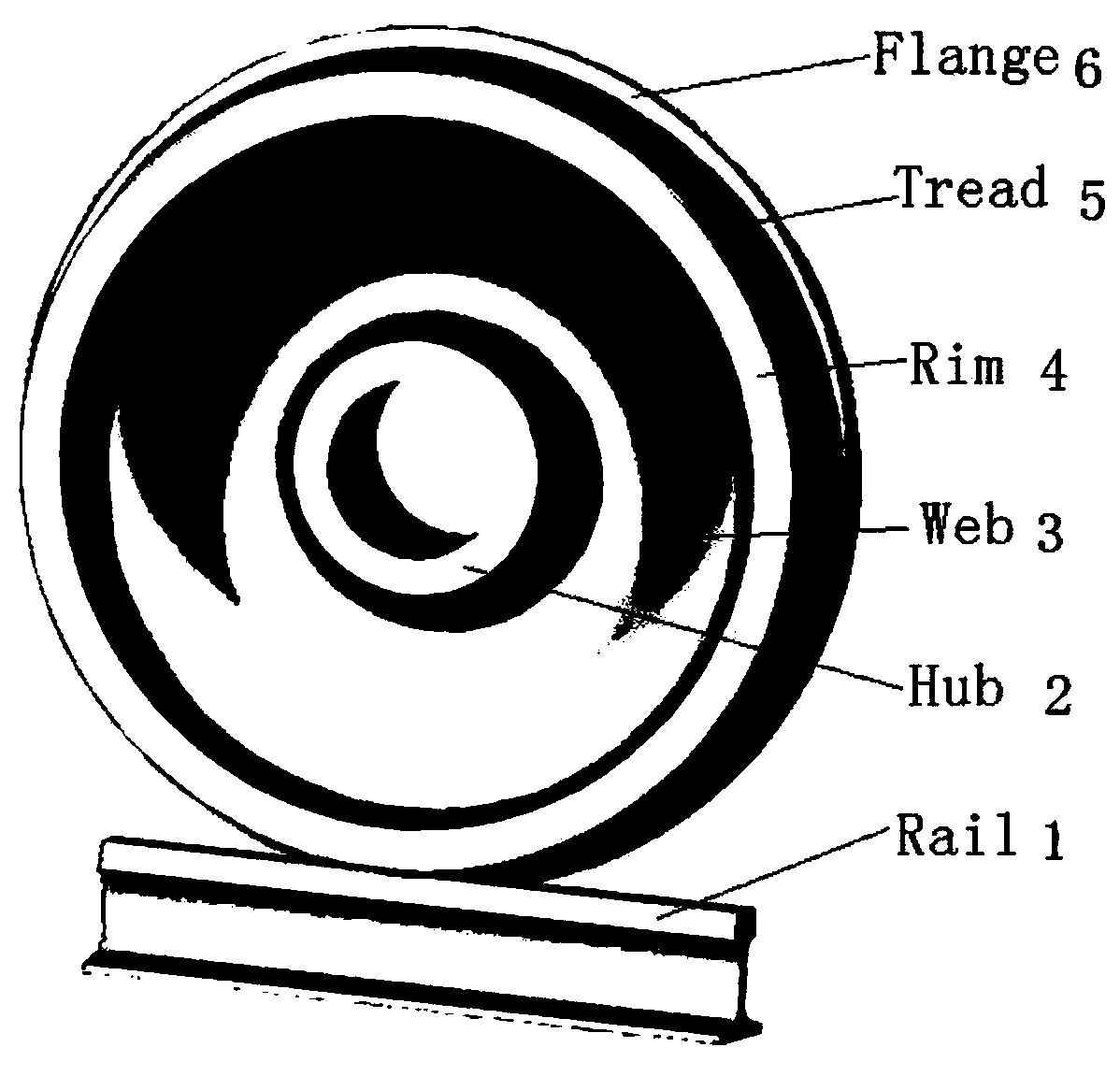
[0072] A kind of bainite steel wheel for rail traffic under cold and severe service environment, containing the chemical composition as described in Example 1 of Table 3.
[0073] The manufacturing method is as follows: the molten steel whose chemical composition is shown in Example 1 in Table 3 is passed through the steelmaking process, the refining process, the vacuum degassing process, the round billet continuous casting process, the ingot cutting process, the forging and rolling process, the heat treatment process, processing, and finished product inspection. formed by the process. The heat treatment process is as follows: heating to 945°C for 4.1 hours, cooling the rim tread to 200-400°C by spraying water under programmable control, and air cooling to room temperature, during which the waste heat of the rim, spoke plate, and hub is used for self-tempering; and then Then heat to 320-400°C for medium and low temperature tempering for 4 hours, then air cool to room temperatu...
Embodiment 2
[0076] A kind of bainite steel wheel for rail traffic under cold and severe service environment, containing the chemical composition as described in Example 1 of Table 3.
[0077] The manufacturing method is as follows: the molten steel whose chemical composition is shown in Example 2 of Table 3 is passed through the steelmaking process, the refining process, the vacuum degassing process, the round billet continuous casting process, the ingot cutting process, the forging and rolling process, the heat treatment process, processing, and finished product inspection. formed by the process. The heat treatment process is as follows: heating to 936°C for 3.5 hours, cooling the rim tread to 200-375°C by spraying water under programmable control, and air cooling to room temperature, during which the waste heat of the rim, web, and hub is used for self-tempering; and then Then heat to 270-320°C for medium and low temperature tempering for 3.5 hours, then air cool to room temperature aft...
Embodiment 3
[0081] A kind of bainite steel wheel for rail traffic under cold and severe service environment, containing the chemical composition as described in Example 1 of Table 3.
[0082] The manufacturing method is as follows: the molten steel whose chemical composition is as shown in Table 3, Example 3, goes through the steelmaking process, the refining process, the vacuum degassing process, the round billet continuous casting process, the ingot cutting process, the forging and rolling process, the heat treatment process, processing, and finished product inspection. formed by the process. The heat treatment process is as follows: heating to 943°C for 4.0 hours, cooling the rim tread to 200-350°C by spraying water under programmable control, and air cooling to room temperature, during which the waste heat of the rim, web, and hub is used for self-tempering; and then Then heat to 300-360°C for medium and low temperature tempering for 3.8 hours, then air cool to room temperature after ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| volume ratio | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More