

Manufacturing method for G115 large-caliber thick-wall seamless steel pipe of 630 DEG C ultra-supercritical unit
A technology of an ultra-supercritical unit and a manufacturing method, which is applied in the field of seamless steel pipe manufacturing, can solve the problems of low impact toughness and the like, and achieve the effects of improving impact toughness and saving production costs.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
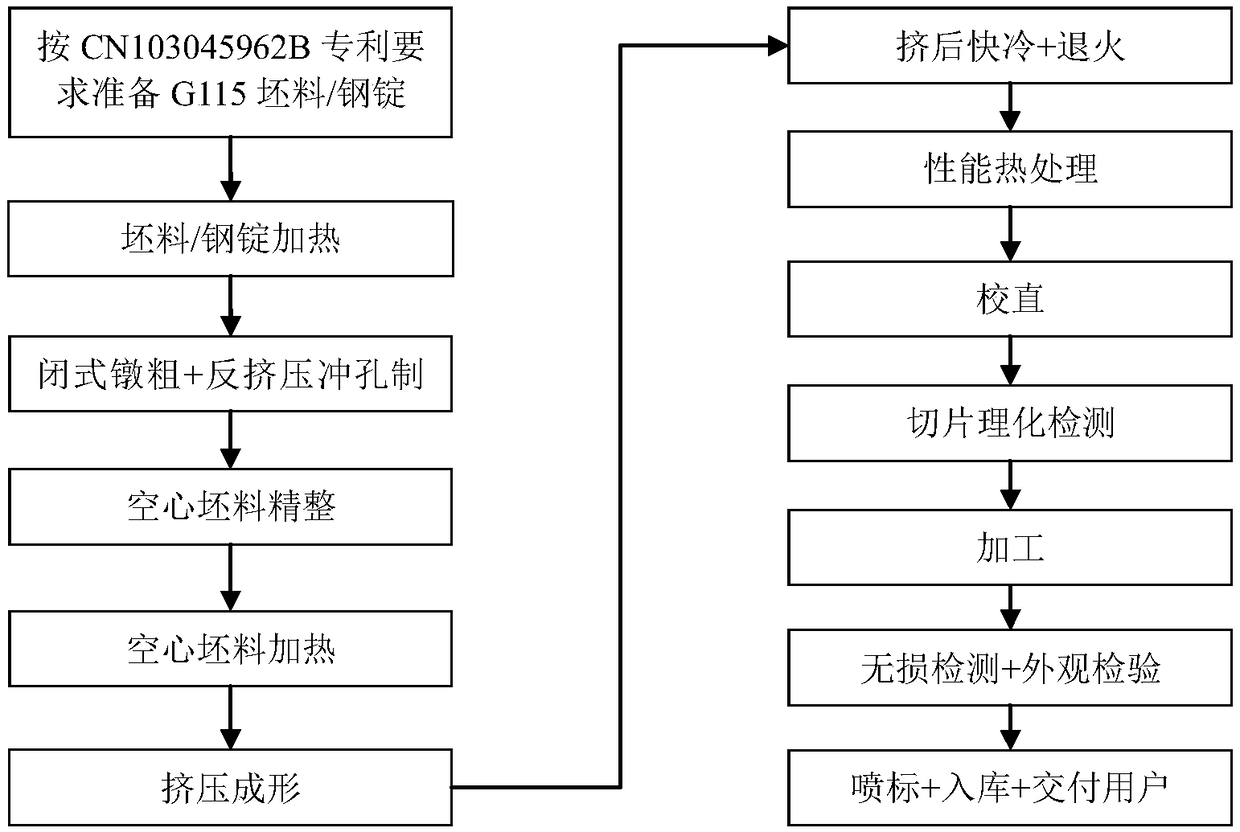
[0029] Specifications of finished steel pipe: 540mm×70mm×5000mm
[0030] 1. Raw material (forging billet / steel ingot) preparation
[0031] According to the patent of CN103045962B, one billet / steel ingot is prepared, and the ingot weighs 10 tons.
[0032] 2. Use a gas heating furnace to heat the steel ingot to 1140±10°C.
[0033] 3. Closed upsetting + reverse extrusion punching
[0034] Remove the oxide skin on the surface of the steel ingot, spray the glass lubricant on the surface, and then carry out closed upsetting in the billet press with an upsetting ratio of 1.56, reverse extrusion punching, and a perforation ratio of 1.1 to make a hollow billet.
[0035] 4. Extrusion
[0036] Heat the hollow billet to 1240±10°C, remove the oxide skin on the surface of the hollow billet and return to the furnace for 0.5 hours to make up for the temperature loss on the surface of the hollow billet. After spraying the glass lubricant, extrude the hollow billet into a tube billet on the ...
Embodiment 2
[0065] Embodiment 1 Other method steps remain unchanged, and the performance heat treatment in step 6 adopts quenching+tempering method to realize the present invention.
[0066] Quenching temperature: 1070°C±10°C, temperature equalization for 3 hours + heat preservation for 4 hours, water cooling, cooling to room temperature and then tempering.
[0067] Tempering temperature: 790°C ± 10°C, holding temperature for 3 hours + holding for 4 hours and then air cooling.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More