

Double-wire submerged arc welding method for high heat input energy welding of high-strength super-thick steel plates
A technology of large heat input welding and extra-thick steel plates, which is applied in the direction of welding/welding/cutting items, welding media, welding equipment, etc., to achieve the effect of simple method, excellent quality and improved welding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] A double-wire submerged arc welding method for high-strength extra-thick steel plates for high-energy-input welding, comprising the following steps:
[0031] 1) The substrate is made of 60mm thick Q420 with yield strength R eh =475MPa, tensile strength R m =605MPa, the elongation rate is 25%, the average impact energy at -40°C is 253J, and the size of the welding test plate is 600mm×380mm×60mm.
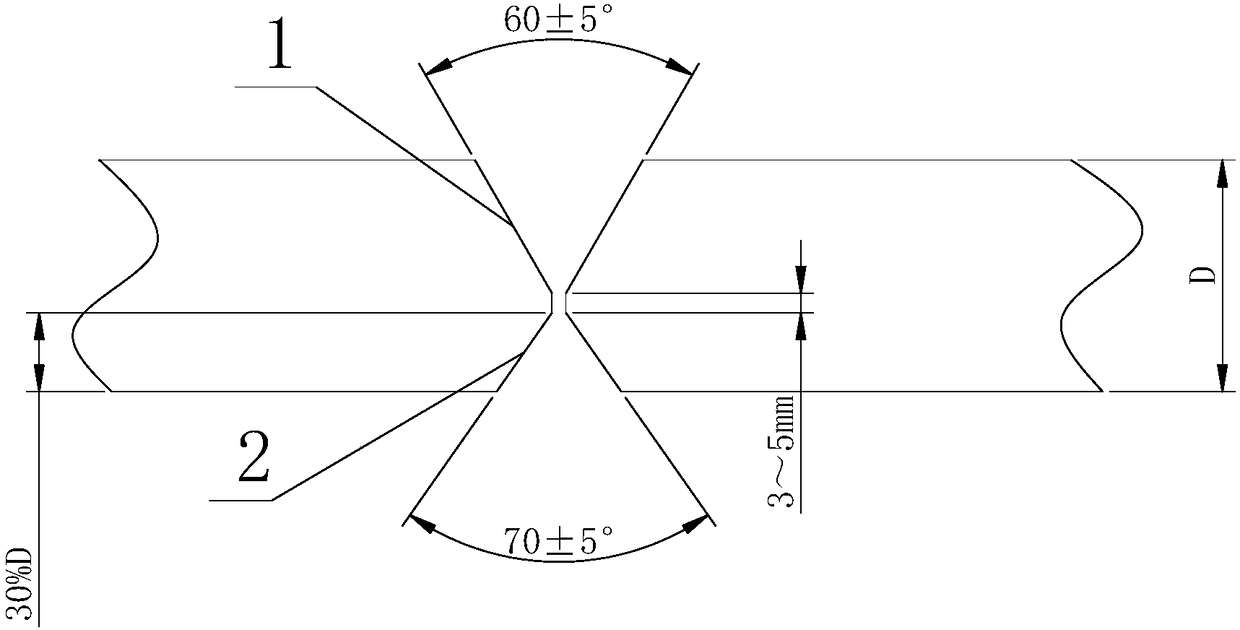
[0032] 2) see figure 1 , the groove type is asymmetrical X type, the groove angle of the first welding surface 2 is 71°, the penetration depth of the first welding surface 2 is 17mm; the groove angle of the rear welding surface 1 is 60°, and the penetration depth of the rear welding surface 1 is 40mm; blunt The side is 3mm, and the assembly clearance is reserved for 3mm.
[0033] 3) Selected Submerged arc welding wire suitable for large heat input welding, the chemical composition of the submerged arc welding wire is by weight percentage: C: 0.063%, Si: 0.07%, Mn: 1.52%, N...
Embodiment 2
[0036] A double-wire submerged arc welding method for high-strength extra-thick steel plates for high-energy-input welding, comprising the following steps:
[0037] 1) The substrate adopts 100mm thick EH40 ship plate with yield strength R eh =427MPa, tensile strength 541MPa, elongation 24%, and average impact energy at -40°C is 313J. The size of the welding test plate is 600mm×380mm×100mm.
[0038] 2) see figure 1 The groove type is asymmetrical X type; the groove angle of the first welding surface 2 is 73°, and the penetration depth of the first welding surface 2 is 28mm; the groove angle of the rear welding surface 1 is 58°, and the penetration depth of the rear welding surface 1 is 68mm; blunt edge 4mm, reserve 4mm for assembly clearance.
[0039] 3) Selected The chemical composition of submerged arc welding wire suitable for large heat input welding (by weight%): C: 0.083%, Si: 0.02%, Mn: 1.47%, Ni: 0.53%, Ti: 0.082%, B: 0.0090% , S: 0.0040%, P: 0.014%, the balance i...
Embodiment 3
[0042] A double-wire submerged arc welding method for high-strength extra-thick steel plates for high-energy-input welding, comprising the following steps:
[0043] 1) The substrate is made of 80mm thick EH36 ship plate, with a yield strength of 384MPa, a tensile strength of 496MPa, an elongation of 23.5%, and an average impact energy of -40°C of 331J. The size of the welding test plate is 600mm×380mm×80mm.
[0044] 2) see figure 1 The groove type is asymmetrical X type; the groove angle of the first welding surface 2 is 68°, and the penetration depth of the first welding surface 2 is 22mm; the groove angle of the rear welding surface 1 is 62°, and the penetration depth of the rear welding surface 1 is 53mm; blunt edge 5mm, reserve 4mm for assembly clearance.
[0045] 3) Selected The chemical composition of submerged arc welding wire suitable for large heat input welding (by weight%): C: 0.092%, Si: 0.05%, Mn: 1.74%, Ni: 0.28%, Ti: 0.058%, B: 0.0077% , S: 0.0048%, P: 0.01...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More