

Tool center point calibration circuit of welding robot
A tool center point and welding robot technology, which is applied in the direction of manufacturing tools, welding equipment, auxiliary welding equipment, etc., can solve the problems of difficult work, frequent movement of welding robots to find the center, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
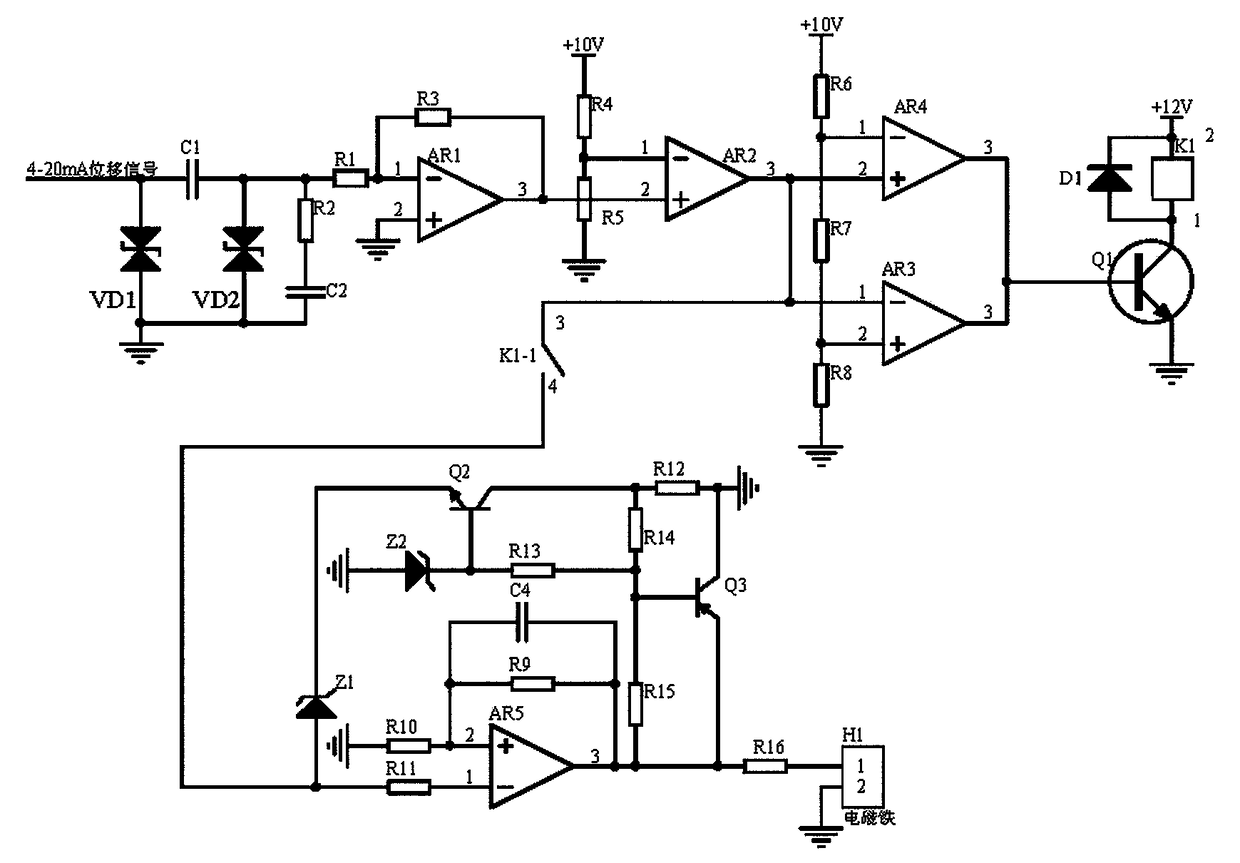
[0014] Embodiment 1, a tool center point calibration circuit of a welding robot, including a signal receiving circuit, a comparison switch circuit and a stable drive circuit, (here, the center point adjustment is divided into horizontal and vertical adjustments, and the adjustment methods are exactly the same), the The signal receiving circuit receives the horizontal or vertical 4-20mA displacement signal output by the tool center point detection circuit of the welding robot, and uses the transient suppression circuit composed of bidirectional diode VD1, bidirectional diode VD1 and capacitor C1 to suppress electromagnetic interference, composed of capacitor C2 and resistor R2 After further absorbing the electromagnetic interference, the RC absorbing circuit enters the current-voltage converter composed of the resistor R1, the resistor R3, and the operational amplifier AR1, and converts it into a 0-10V voltage signal. The subtraction circuit composed of amplifier AR2, resistor R...
Embodiment 2
[0016]Embodiment 2, on the basis of Embodiment 1, the signal receiving circuit receives the horizontal or vertical 4-20mA displacement signal output by the tool center point detection circuit of the welding robot, through the transient suppression diode VD1, capacitor C1, transient suppression The transient suppression circuit composed of diode VD2 suppresses electromagnetic interference, and the RC absorption circuit composed of resistor R2 and capacitor C2 further absorbs electromagnetic interference and releases it to the ground, so as to avoid the problem that the 4-20mA displacement signal is interfered by external signals during signal transmission. Then enter the current-voltage converter composed of resistor R1, resistor R3, and operational amplifier AR1, and convert it into a 0-10V voltage signal (the output voltage of the operational amplifier AR1 = the 4-20mA current at the inverting input terminal of the operational amplifier AR1 and the resistance value of the resis...
Embodiment 3
[0017] Embodiment 3, on the basis of Embodiment 1, the comparison switch circuit receives the 0-10V voltage signal output by the signal receiving circuit through the window circuit principle, and enters the threshold voltage of the non-inverting input terminal and the inverting input terminal of the operational amplifier AR2 (The voltage corresponding to the horizontal or vertical center point is 5V, provided by the voltage divider circuit composed of resistor R5 and resistor R4), perform subtraction, calculate the positive or negative deviation signal, and then enter the inverting input terminal of the operational amplifier AR3 and The non-inverting input terminal of the operational amplifier AR4 is compared with the threshold voltage of the non-inverting input terminal of the operational amplifier AR3 and the threshold voltage of the inverting input terminal of the operational amplifier AR3 (threshold voltage is provided by a voltage divider circuit composed of resistors R6, R...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More