

Production method of low carbon compound mesh grade gcr15 bearing round steel
A production method and carbide technology, applied in furnaces, heat treatment equipment, manufacturing tools, etc., can solve the problems of carbide network easily exceeding the standard, carbides cannot be fully melted and diffused, etc., to eliminate central defects and reduce carbide belts. state level, good effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
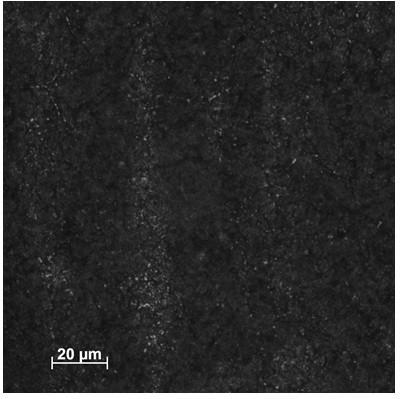
[0027] Example 1: The production method of the low-carbide mesh grade GCr15 bearing round steel is specifically as follows.
[0028] The continuous casting billet has a cross-sectional dimension of 300mm*360mm, which is fed into the furnace by heating from a holding car, the furnace temperature is 500°C, and a walking heating furnace is used for heating, and the heating time is 5 hours at a high temperature section of 1250°C. The continuous casting billet is rolled into a 150mm*142mm cross-section square billet with a compression ratio of 5.1. The billet is slowly cooled to room temperature and then enters the heating furnace for heating. During the heating process, the 1250°C high temperature section heating time is 2.5 hours. Rolling φ30mm steel, the compression ratio is 30, and the final rolling temperature is 920℃; after rolling, fast cooling is carried out through water penetration, the water pressure during the water penetration is 1.5MPa, and the maximum temperature of redn...
Embodiment 2
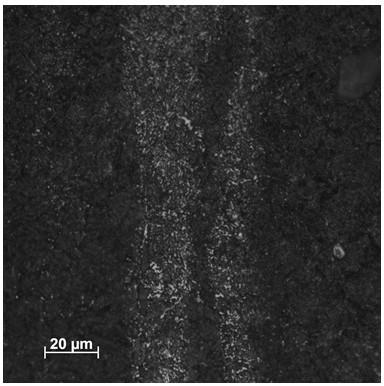
[0029] Embodiment 2: The production method of this low-carbide mesh grade GCr15 bearing round steel is specifically as follows.
[0030] The continuous casting billet is produced by an arc continuous casting machine. The billet section size is 300mm*360mm. It is fed into the furnace by holding car heat, and the furnace temperature is 520℃. It is heated by a walking heating furnace. The heating time is 1220℃. 6 hours. The continuous casting billet is rolled into a 150mm*150mm cross-section square billet with a compression ratio of 4.8. The billet is slowly cooled to room temperature and then enters the heating furnace for heating. During the heating process, the 1230°C high temperature section heating time is 3 hours. Rolling φ28mm steel, the compression ratio is 36.5, and the final rolling temperature is 930℃; after rolling, rapid cooling is carried out through water penetration, the water pressure is 1.6MPa during water penetration, and the highest temperature of redness after p...
Embodiment 3
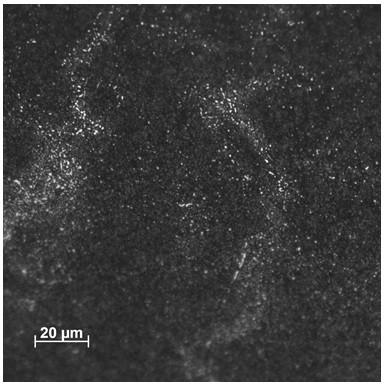
[0031] Embodiment 3: The production method of the low-carbide network grade GCr15 bearing round steel is specifically as follows.
[0032] The continuous casting billet is produced by an arc continuous casting machine. The billet section size is 300mm*360mm. It is fed into the furnace by holding car heat, and the furnace temperature is 530°C. It is heated by a walking heating furnace, and the heating time is 1200°C in the high temperature section. 6 hours. The continuous casting billet is rolled into a 150mm*160mm cross-section square billet with a compression ratio of 4.5. The billet is slowly cooled to room temperature and then enters the heating furnace for heating. During the heating process, the 1220°C high temperature section heating time is 2 hours. Rolling φ25mm steel, the compression ratio is 48.9, the final rolling temperature is 900℃; after rolling, rapid cooling is carried out through water penetration, the water pressure is 1.4MPa during water penetration, and the hi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More