

Processing technology for production of steel forgings
A processing technology and steel forging technology, applied in the field of steel forging production and processing technology, can solve the problems of high power consumption and low production efficiency, and achieve the effects of saving energy, improving production efficiency, and simplifying the forging processing process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0054] Embodiment one: a kind of steel forging production processing technology, comprises the following steps:
[0055] (1) Cutting: use a cutting machine to process the carbon steel round steel bar with a diameter of φ30mm into the required fixed-length steel section. The composition of the carbon steel is: 0.165%C, 0.30%Si, 0.75%Mn , 1.325% Cr, 0.45% Ni, 0.40% Mo, 0.40% V, 0.05% Cu, and the balance is Fe.
[0056] (2) Forging forming: the round steel is heated to 1080°C, and then forged in a mold to form a steel forging blank, and the final deformation temperature is controlled at 800°C.
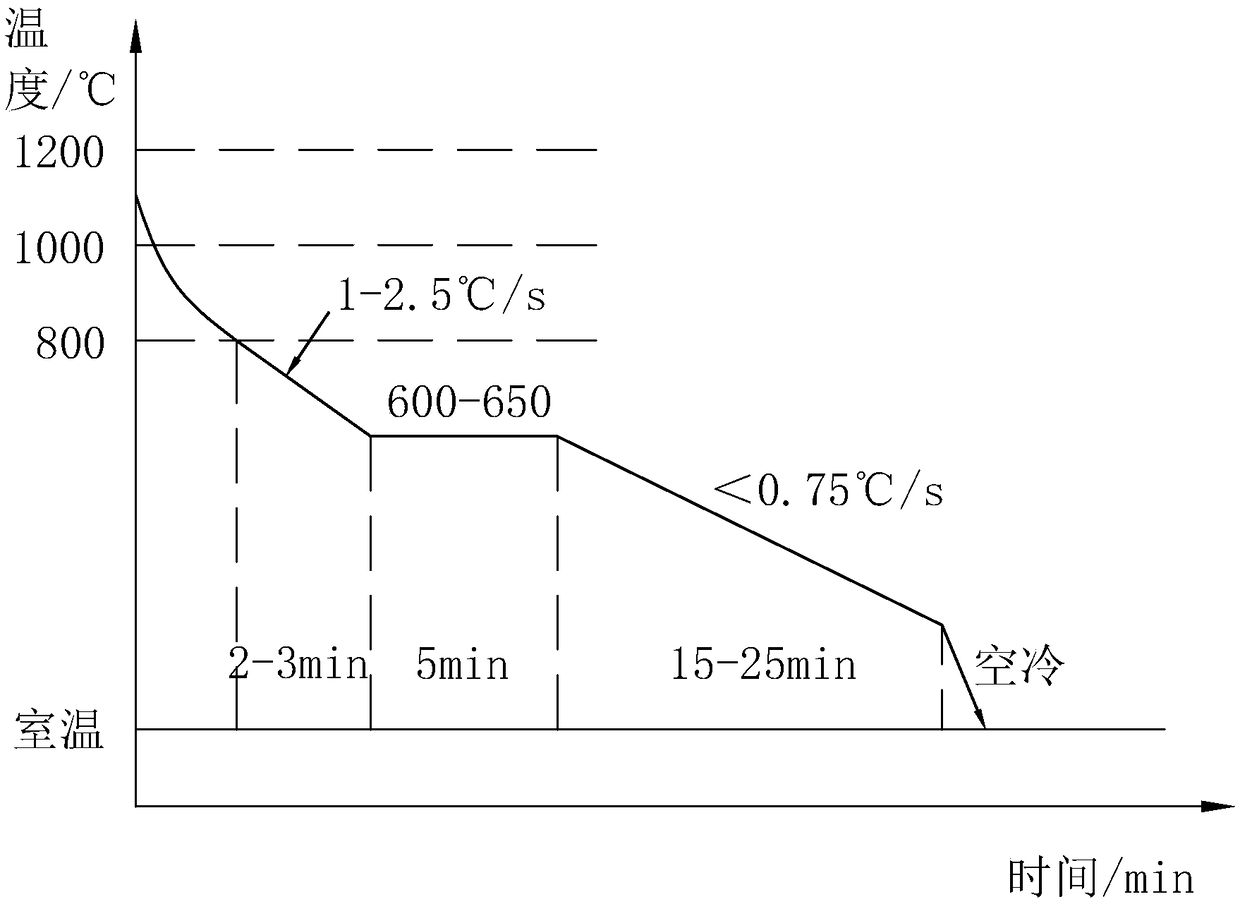
[0057] (3) Controlled cooling: Put the steel forging blank in step (2) into the air-cooled conveying equipment, adjust the wind speed and air volume so that the steel forging is rapidly cooled at 1°C / S for 3min to 620°C, turn off the air-cooled conveying equipment, and then Heat preservation treatment at ℃ for 5 minutes, restart the air-cooled conveying equipment to continue to cool the ...
Embodiment 2
[0063] Embodiment two: a kind of steel forging production processing technology, comprises the following steps:
[0064] (1) Cutting: use a cutting machine to process the carbon steel round steel bar with a diameter of φ30mm into the required fixed-length steel section. The composition of the carbon steel is: 0.165%C, 0.30%Si, 0.75%Mn , 1.325% Cr, 0.45% Ni, 0.40% Mo, 0.40% V, 0.05% Cu, and the balance is Fe.
[0065] (2) Forging forming: the round steel is heated to 1150°C, and then forged in a mold to form a steel forging blank, and the final deformation temperature is controlled at 900°C.
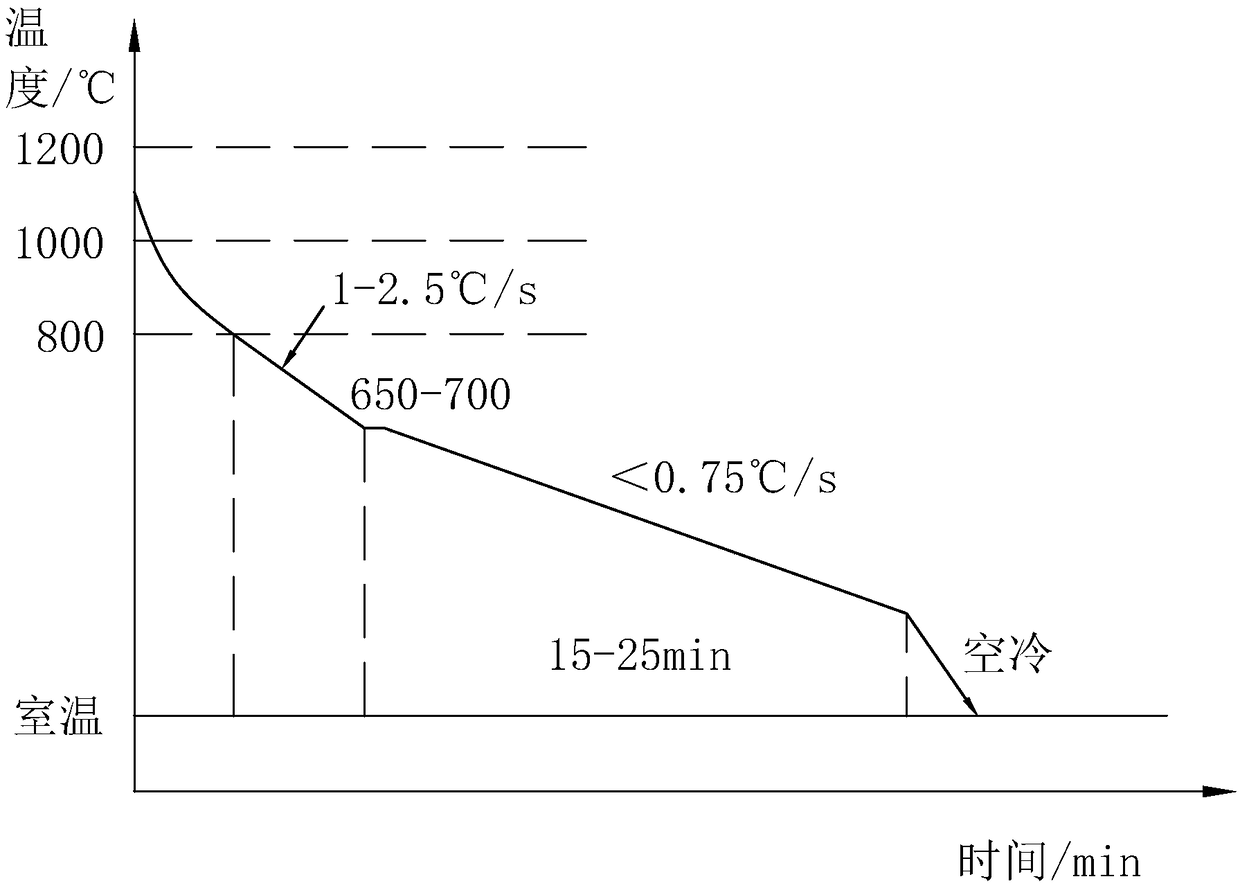
[0066] (3) Cooling control: Put the steel forging blank in step (2) into the air-cooled conveying equipment, adjust the wind speed and air volume so that the steel forging is rapidly cooled at 2.5°C / S for 2min to 600°C, turn off the air-cooled conveying equipment, and then Heat preservation at ℃ for 5 minutes, restart the air-cooled conveying equipment and reduce the wind speed, so that ...
Embodiment 3
[0072] Embodiment three: a kind of steel forging production processing technology, comprises the following steps:
[0073] (1) Cutting: use a cutting machine to process the carbon steel round steel bar with a diameter of φ30mm into the required fixed-length steel section. The composition of the carbon steel is: 0.165%C, 0.30%Si, 0.75%Mn , 1.325% Cr, 0.45% Ni, 0.40% Mo, 0.40% V, 0.05% Cu, and the balance is Fe.
[0074] (2) Forging forming: the round steel is heated to 1115°C, and then forged in a mold to form a steel forging blank, and the final deformation temperature is controlled at 850°C.
[0075] (3) Cooling control: put the steel forging blank in step (2) into the air-cooled conveying equipment, adjust the wind speed and air volume so that the steel forging is rapidly cooled at 1.5°C / S for 2.5min to 625°C, turn off the air-cooled conveying equipment, and then Heat preservation treatment at 625°C for 5 minutes, restart the air-cooled conveying equipment so that the steel...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More