

Micro milling preparation process method applied to folding waveguide slow wave structure
A technology of slow wave structure and preparation process, applied in milling machine equipment, manufacturing tools, microstructure technology, etc., can solve the problems of incomplete thin-walled islands, difficult removal of surface burrs, tool setting errors, etc., and reduce the tool setting point. The effect of deviation, ensuring shape accuracy, and meeting the needs of machining accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
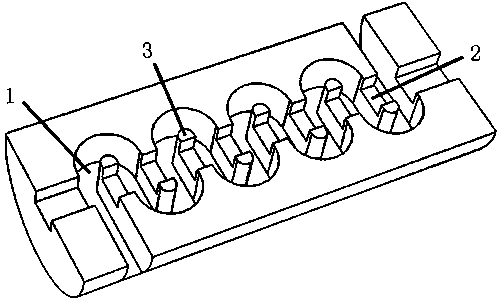
[0056] The invention relates to a micro-milling preparation method applied to a folded waveguide slow-wave structure, which is used for processing such as figure 1 The folded waveguide slow-wave structure shown. The slow wave structure is a semi-cylindrical body cut in the axial direction, and S-shaped grooves 1, straight grooves 2, and islands 3 formed by the intersection of the two are distributed on the axial section. The S-shaped grooves have a total of 75 periods, and the S-shaped grooves The aspect ratio is 255μm / 100μm, and the straight groove channel width is 140μm. The material of the slow wave structure is doped with Al with a volume fraction of 1.1% and a particle size of 50-100nm 2 o 3 The dispersed oxygen-free copper particles require that the dimensional accuracy after processing should be better than ±2μm, and the surface roughness Ra should be better than 60nm.
[0057] The micro-milling preparation process method of the present embodiment comprises the follo...
Embodiment 2
[0085] The structural parameters, operation method, workpiece material, required dimensional accuracy and surface roughness after processing are all the same in this embodiment and in Embodiment 1, the difference lies in:
[0086] In step 2, a Φ2.0mm hard alloy flat end milling cutter is used to mill the processing surface of the workpiece.
[0087] Step 6-1: Alternately process S-shaped grooves and straight grooves at the initial stage of processing. The selection range of processing parameters is: the spindle speed is 35000-40000r / min, the feed rate is 20-25μm / min, and the back cutting amount is 1-1.5 μm, using alcohol as lubricating coolant.
[0088] Step 6-2: After completing the processing of the straight groove in the depth direction, increase the cutting parameters to process the S-shaped groove with the remaining depth; the range of processing parameters is: the spindle speed is 45000-50000r / min, and the feed rate is 30- 35μm / min, back cutting amount is 2-3μm, using a...
Embodiment 3
[0091] The operating method, workpiece material, required dimensional accuracy and surface roughness after processing in this embodiment are the same as those in Embodiment 1, the differences are:
[0092] The aspect ratio of the S-shaped groove is 400 μm / 150 μm, and the channel width of the straight groove is 220 μm.
[0093] In step 2, a Φ2.0mm hard alloy flat end milling cutter is used to mill the processing surface of the workpiece.
[0094] Step 6-1: Alternately process S-shaped grooves and straight grooves at the initial stage of processing. The selection range of processing parameters is: the spindle speed is 40000-50000r / min, the feed rate is 25-35μm / min, and the back cutting amount is 1-2μm , Alcohol is used as lubricating coolant.
[0095] Step 6-2: After completing the processing of the straight groove in the depth direction, increase the cutting parameters to process the S-shaped groove with the remaining depth; the selection range of the processing parameters is:...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Granularity | aaaaa | aaaaa |
| Granularity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More