
Eureka
For R&D, Eureka makes reading and utilizing patents & technical documents easy.
Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Plastic front case, LCD TV and manufacturing method for plastic front case
A manufacturing method and technology of the front shell, applied in the field of television, can solve the problems of large damage to the side wall of the mold, unguaranteed product quality, and affecting production efficiency, etc., achieve uniform molecular arrangement in all directions, stable dimensions, and solve drag problems. The effect of injury
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] This embodiment proposes a plastic front case, the preparation method of which includes the following steps:
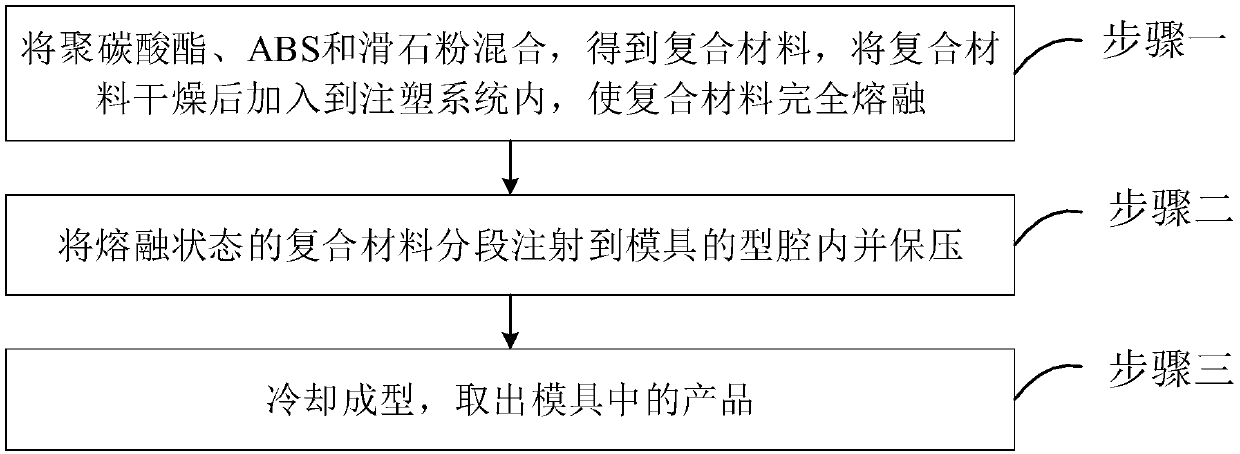
[0032] S1, 30g polycarbonate (PC), 30g ABS (acrylonitrile-butadiene-styrene copolymer) and 10g talcum powder are mixed, obtain composite material; Injection molding system and injection mold are preformed Treatment: Heat the barrel temperature in the injection molding system to 240°C, heat the hot runner to 265°C, heat the mold temperature machine for the fixed mold to 65°C, use an oven to dry the composite material for 4 hours, and then heat it to 80°C, Add the pretreated composite material into the preheated barrel and heat it to a molten state;
[0033] S2. Use the steam control equipment to heat the surface temperature of the clamped mold to 125°C (or set the steam heating time to 15s), and inject the molten composite material through the nozzle of the hot runner processed in step S1 to heat up In the final mold, and the injection process is divided into f...
Embodiment 2
[0037] This embodiment proposes a plastic front case, the preparation method of which includes the following steps:
[0038]S1. Mix 50g polycarbonate (PC), 50g ABS and 20g talcum powder to obtain a composite material; pretreat the injection molding system and the injection mold: heat the barrel temperature in the injection molding system to 260°C, and heat the hot runner to 275°C, heat the mold temperature machine of the mold to 75°C, use an oven to dry the composite material for 5 hours, and then heat it to 90°C, add the pre-treated composite material to the pre-heated barrel, and heat to melt state;
[0039] S2. Use the steam control equipment to heat the surface temperature of the clamped mold to 140°C (or set the steam heating time to 25s), and inject the molten composite material through the nozzle of the hot runner processed in step S1 to heat up In the final mold, and the injection process is divided into four stages: the injection pressure of the first stage is 120kgf...
Embodiment 3
[0043] This embodiment proposes a plastic front case, the preparation method of which includes the following steps:
[0044] S1. Mix 40g polycarbonate (PC), 40g ABS and 15g talcum powder to obtain a composite material; pretreat the injection molding system and the injection mold: heat the barrel temperature in the injection molding system to 250°C, and heat the hot runner to 270°C, heat the mold temperature machine of the mold to 70°C, use an oven to dry the composite material for 4.5 hours, and then heat it to 85°C, add the pretreated composite material to the preheated barrel, and heat to molten state;
[0045] S2. Use the steam control equipment to heat the surface temperature of the clamped mold to 130°C (or set the steam heating time to 20s), and inject the molten composite material through the nozzle of the hot runner processed in step S1 to heat up In the final mold, and the injection process is divided into four stages: the injection pressure of the first stage is 120...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com