

Method of producing plating high-strength components through high-temperature hot stamping
A coating and warming technology, applied in forming tools, metal processing equipment, manufacturing tools, etc., can solve problems affecting processing and assembly, increasing production difficulty, and easy deformation of parts, so as to reduce production difficulty, eliminate defects, and produce speed-up effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
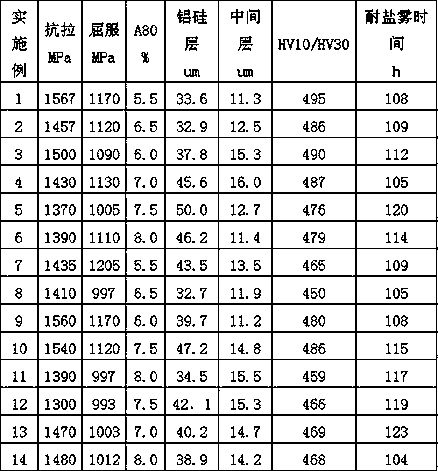
Embodiment 1-14
[0014] Embodiment 1-14: The method for producing high-strength parts with a coating layer by high-temperature hot stamping adopts the following specific processes.
[0015] (1) The material of the coated steel plate used in each embodiment is 22MnB5, the coating is aluminum-silicon coating, and the coating code is AS150; the thickness of the part (coated steel plate) before hot stamping is 0.6-3.0mm. The main components of the aluminum-silicon coating are (wt): Si 8.0-11.0%, Fe 1.5-3.0%, Cu 0.5-1.5%, and the rest are aluminum and its impurity elements. See Table 1 for the thickness of the coated steel sheets in each embodiment and the main components of the coating.
[0016] Table 1: Thickness of coated steel sheet and main composition of coating
[0017]
[0018] (2) The hot stamping process includes heating and die stamping processes; the heating process: when the thickness of the coated steel sheet is 0.6 to 1.45mm, the heating temperature is 935 to 960°C, and the total heating t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More