

Method for realizing large-size slender thin-wall I-shaped beam structure composite part through open air bag
A composite material and open-type technology, applied in the field of high-performance carbon fiber composite structural parts manufacturing, can solve the problems of irreparable, high manufacturing and maintenance costs of metal mandrels, affecting the profile, etc., to reduce the manufacturing cycle and raw material costs, The post-maintenance is simple and the effect of improving the qualification rate and efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] The present invention will be further described below in combination with specific embodiments and accompanying drawings.
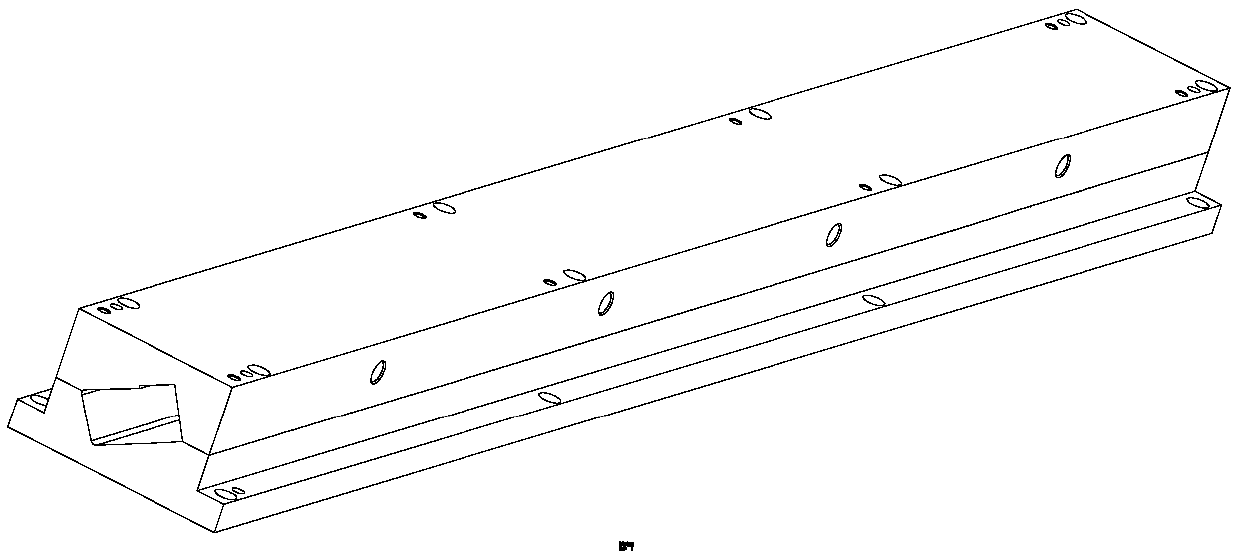
[0029] figure 1 It is a combined groove-type open airbag forming mold with the same size as the left and right inner cavity of the I-beam structure composite material forming mold. Firstly, two combined groove-type open airbag forming molds are processed by mechanical manufacturing. Coordinate positioning between them through corresponding positioning pins.
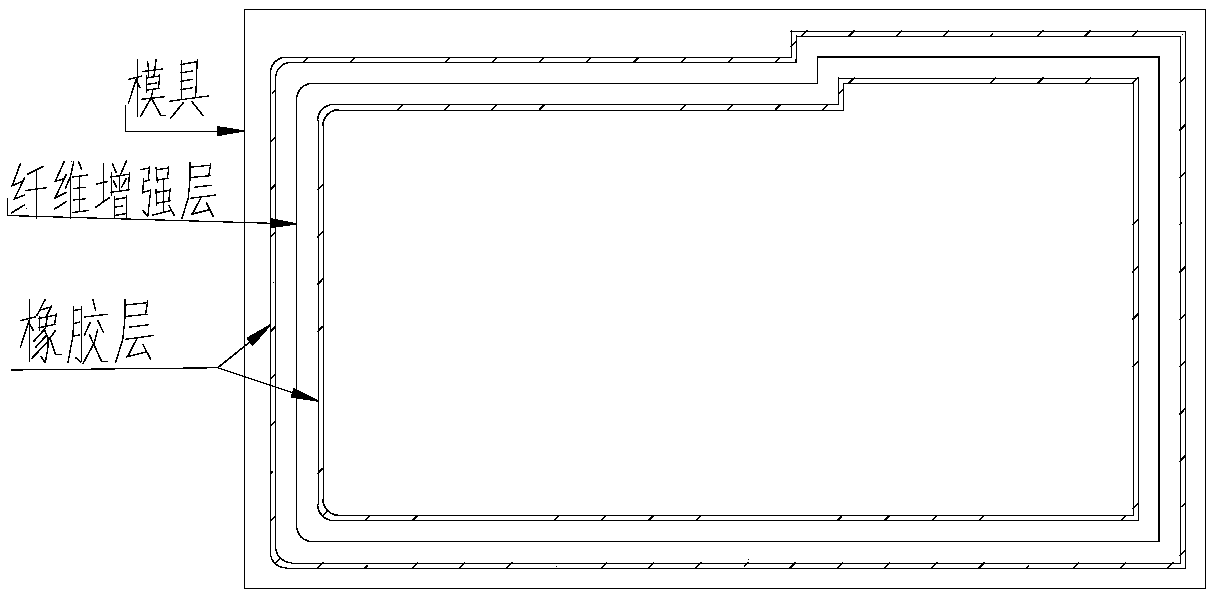
[0030] figure 2 It is a schematic diagram of paving a grooved open airbag in a combined grooved open airbag forming mold, using the cavity formed after the combination of two grooved molds to lay the airbag. The airbag uses rubber as the main material, and the rubber is laid layer by layer in the cavity, and carbon fiber prepreg is laid in the middle of the rubber layer as a reinforcement layer to improve the overall rigidity of the airbag. The number of layers of rubber and prepreg is main...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More