

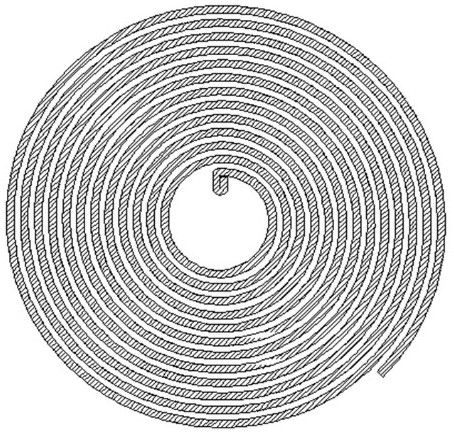
A kind of preparation method of planar scroll spring
A flat scroll spring and coil spring technology, which can be used in the direction of manufacturing springs, manufacturing tools, heat treatment equipment from wires, etc., can solve the problems of complex coil structure, deformation and damage, and difficult preparation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
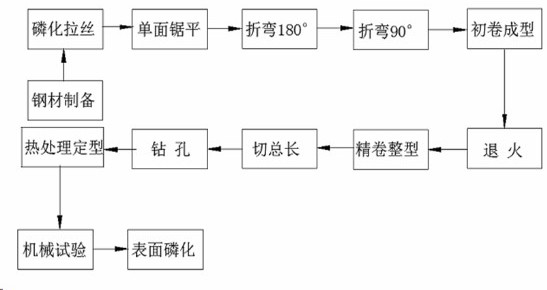
[0040] A kind of preparation method of planar scroll spring comprises the steps:
[0041] Step1: 60Si2CrVA steel material preparation, 60Si2CrVA steel material preparation includes: batching, electric furnace steelmaking, electroslag remelting, billet opening, peeling flaw detection, hot rolling, pickling, finishing forming, annealing, polishing 10 steps;
[0042] Then rolled into a thickness of 7mm, a width of 30mm steel strip A;
[0043] Step2: Phosphate and draw the steel strip A. There are no cracks, folds, pits, scratches, or burrs on the surface of the steel strip A. After the wire drawing, the raw material should be vertical and uniform without obvious concave-convex waves, and the steel strip B is made;
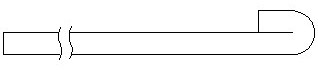
[0044] Step3: Saw the end face of the single end of the steel strip B flat with a sawing machine, chamfer around the end face, no pits or burrs are allowed on the surface, and make steel strip C;
[0045] Step4: Bend the flat end of the steel strip C to 180°, fix the...
Embodiment 2
[0057] A kind of preparation method of planar scroll spring comprises the steps:
[0058] Step1: 60Si2CrVA steel material preparation, 60Si2CrVA steel material preparation includes: batching, electric furnace steelmaking, electroslag remelting, billet opening, peeling flaw detection, hot rolling, pickling, finishing forming, annealing, polishing 10 steps;
[0059] Then rolled into a thickness of 7mm, a width of 30mm steel strip A;
[0060] Step2: Phosphate and draw the steel strip A. There are no cracks, folds, pits, scratches, or burrs on the surface of the steel strip A. After the wire drawing, the raw material should be vertical and uniform without obvious concave-convex waves, and the steel strip B is made;
[0061] Step3: Saw the end face of the single end of the steel strip B flat with a sawing machine, chamfer around the end face, no pits or burrs are allowed on the surface, and make steel strip C;
[0062] Step4: Bend the flat end of the steel strip C to 180°, fix the...
Embodiment 3
[0074] A kind of preparation method of planar scroll spring comprises the steps:
[0075] Step1: 60Si2CrVA steel material preparation, 60Si2CrVA steel material preparation includes: batching, electric furnace steelmaking, electroslag remelting, billet opening, peeling flaw detection, hot rolling, pickling, finishing forming, annealing, polishing 10 steps;
[0076] Then rolled into a thickness of 7mm, a width of 30mm steel strip A;
[0077] Step2: Phosphate and draw the steel strip A. There are no cracks, folds, pits, scratches, or burrs on the surface of the steel strip A. After the wire drawing, the raw material should be vertical and uniform without obvious concave-convex waves, and the steel strip B is made;
[0078] Step3: Saw the end face of the single end of the steel strip B flat with a sawing machine, chamfer around the end face, no pits or burrs are allowed on the surface, and make steel strip C;
[0079] Step4: Bend the flat end of the steel strip C to 180°, fix the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| torque | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More