

1180 MPa-grade ultrahigh-strength low-cost cold-rolled quenched partition steel and manufacturing method thereof
A technology of quenching and partitioning and ultra-high strength, which is applied in the field of 1180MPa ultra-high-strength low-cost cold-rolled quenching and partitioning steel and its manufacturing. Improve the degree of deformation and improve the effect of mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
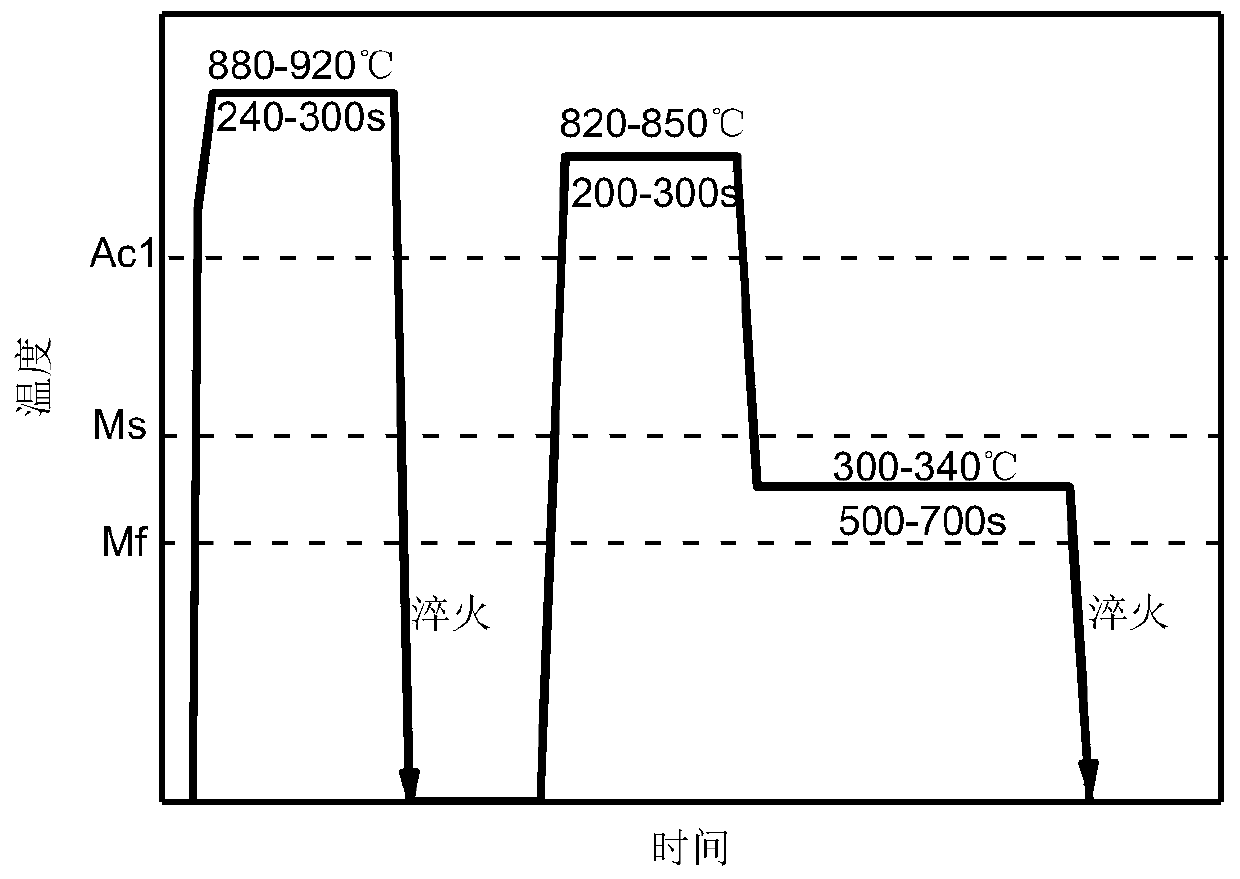
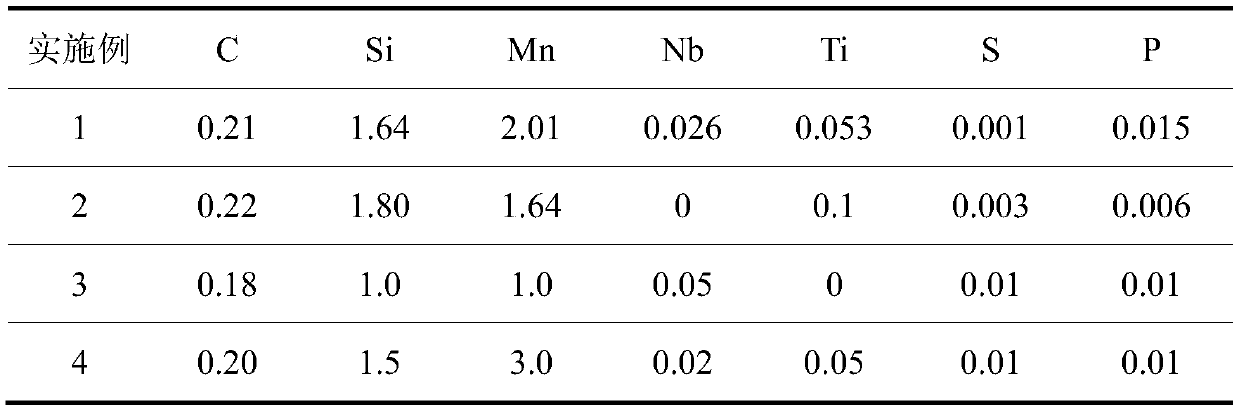
[0033] Smelt according to the mass percentage of the chemical composition described in Table 1 to obtain a cast slab with a thickness of 100 mm. The hot rolling adopts the following process: heat the slab with a thickness of 100 mm from room temperature to 1250 ° C and keep it for 2 hours; the hot rolling process is divided into rough rolling stage and In the finish rolling stage, the rough rolling start temperature is 1170°C, the finish rolling temperature is 1100°C, the intermediate plate thickness after rough rolling is 18mm, the finish rolling start temperature is 1050°C, the finish rolling finish temperature is 890°C, and continuous cooling is adopted after the finish rolling , the cooling rate is 30°C / s, and the coiling temperature is 690°C. At this time, the structure of the hot-rolled sheet is ferrite + pearlite, and the thickness of the hot-rolled sheet is 4.0mm. The cold-rolling process is as follows: the hot-rolled sheet is pickled and then cold-rolled with a reducti...
Embodiment 2
[0037] Smelting is carried out according to the mass percentage of the chemical composition to obtain a slab with a thickness of 60mm. The hot rolling adopts the following process: heat the slab with a thickness of 60mm from room temperature to 1200°C and keep it for 4h; the hot rolling process is divided into rough rolling stage and finish rolling stage, the rough rolling start temperature is 1180°C, the finish rolling temperature is 1120°C, the intermediate plate thickness after rough rolling is 16mm, the finish rolling start temperature is 1000°C, the finish rolling temperature is 860°C, continuous cooling is adopted after the finish rolling, cooling The speed is 30°C / s, and the coiling temperature is 680°C. At this time, the structure of the hot-rolled sheet is ferrite + pearlite, and the thickness of the hot-rolled sheet is 3.2mm. The cold-rolling process is as follows: the hot-rolled plate is pickled and then cold-rolled with a reduction rate of 50%, and the thickness of ...
Embodiment 3
[0042] Smelt according to the mass percentage of the chemical composition described in Table 1 to obtain a cast slab with a thickness of 50mm. The hot rolling adopts the following process: the slab with a thickness of 50mm is heated from room temperature to 1225°C and kept for 3h; the hot rolling process is divided into rough rolling stage and In the finish rolling stage, the rough rolling start temperature is 1170°C, the finish rolling temperature is 1100°C, the intermediate plate thickness after rough rolling is 18mm, the finish rolling start temperature is 1050°C, the finish rolling finish temperature is 890°C, and continuous cooling is adopted after the finish rolling , the cooling rate is 30°C / s, and the coiling temperature is 690°C. At this time, the structure of the hot-rolled sheet is ferrite + pearlite, and the thickness of the hot-rolled sheet is 3.0mm. The cold-rolling process is as follows: the hot-rolled plate is pickled and then cold-rolled with a reduction ratio ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
| Strong plastic product | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More