

Machining method for coating layer of tool
A processing method and cutting tool technology, applied in the direction of metal material coating technology, coating, metal processing equipment, etc., can solve the problems of burning loss and hard phase particle feeding, so as to reduce the effect of burning loss and reduce the phenomenon of burning loss , Evenly distributed good effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
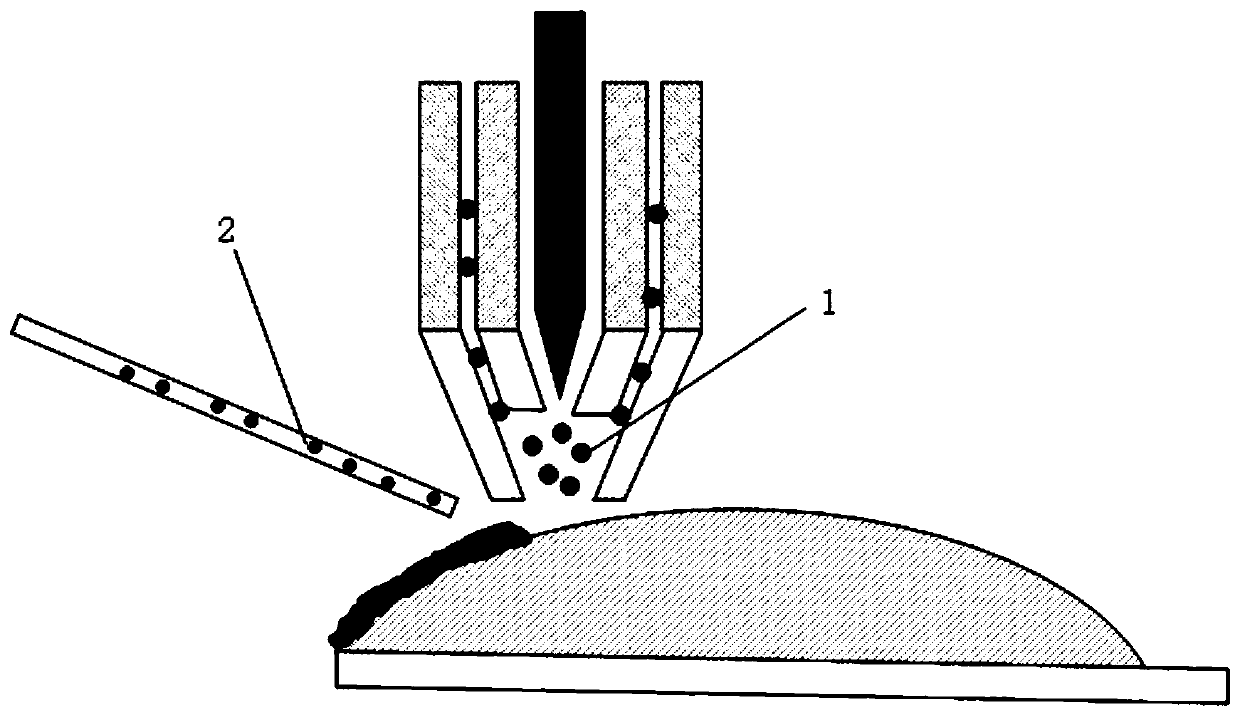
[0054] Such as figure 1 The schematic diagram of the process is shown, the binder phase 1 is fed from the coaxial powder feeding channel, and the reinforcing phase 2 is fed from the side shaft powder feeding channel.
[0055] A processing method for tool coating, comprising:
[0056] Melting pool formation step: the bonding phase is converged on the plasma arc heat source through the coaxial powder feeding channel, and the bonding phase is melted and deposited on the tool substrate (3Cr13) to form a molten pool; the bonding phase is stainless steel 3Cr13 (density 7.75g / cm 3 ), the particle size of the powder is 53-105 μm; the distance between the discharge nozzle of the coaxial powder feeding channel and the tool base material is 8mm, and the feeding speed of the binder phase is 10g / min;
[0057] Reinforcement phase addition step: send the reinforcement phase into the molten pool after the plasma beam is removed through the side axis powder feeding channel, and the density ...
Embodiment 2
[0065] A kind of processing method of tool coating
[0066] The mass ratio of binder phase and reinforcement phase is 3:2;
[0067] The particle size of the binder phase is 105-180 μm; the particle size of the reinforcing phase is 10-25 μm, and the Hall flow rate is 17 s / 50 g; other processing parameters are the same as in Example 1.
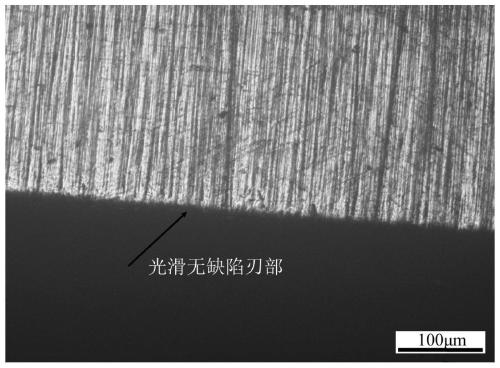
[0068] The surface morphology and metallographic pictures of the cutting tool are as follows: Figure 4-5 As shown, the surface morphology has no corrosion phenomenon and the phenomenon that the reinforcement phase particles fall off.
Embodiment 3
[0070] A kind of processing method of tool coating
[0071] The mass ratio of binder phase and reinforcement phase is 3:7;
[0072] The particle size of the binder phase is 120-200 μm; the particle size of the reinforcing phase is 15-25 μm, and the Hall flow rate is 16.5 s / 50 g; other processing parameters are the same as in Example 1.
[0073] The surface morphology and metallographic pictures of the cutting tool are as follows: Figure 6-7 As shown, the surface morphology has no corrosion phenomenon and the phenomenon that the reinforcement phase particles fall off.
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More