

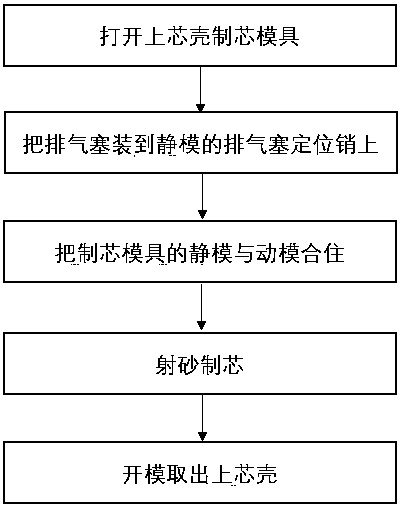
Installation method for venting plugs for casting
An installation method and a technology for exhaust plugs, which are applied in casting and molding equipment, molds, molding machines, etc., can solve the problems that ordinary foundries cannot process by themselves, prolong the takt time of core grouping operations, waste man-hours and special glue, etc. The effect of shortening the takt time of core assembly, reducing the rate of trachoma and improving product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The technical solutions of the present invention will be clearly and completely described below in conjunction with the accompanying drawings and specific embodiments. Apparently, the described embodiments are only part of the embodiments of the present invention, not all of them. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
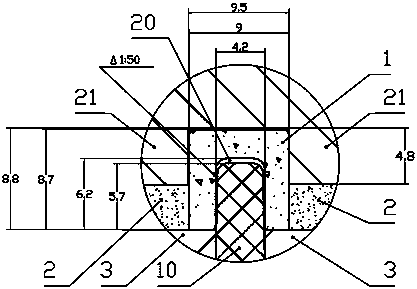
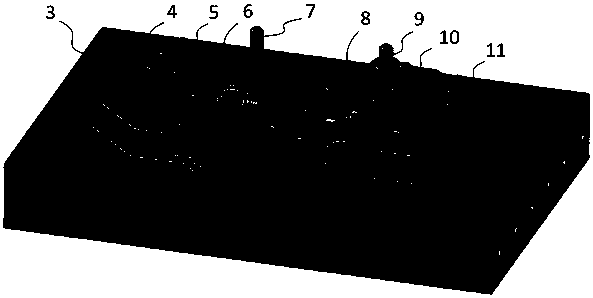
[0019] The casting of a turbine shell is made by a core assembly process. The core assembly process uses an upper shell core 2 and a lower shell core. Both the upper shell core 2 and the lower shell core are made by a core making process. shell core 2 is made of figure 2 The core-making mold shown is processed, and the cavity is mainly formed by buckling the static mold 3 and the movable mold 21; an exhaust plug g1 is provided at the position where exhaust is required, and the static...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More