

Cold machining process of ultradeep-hole long and thin part and cold extruding stretching mold
An ultra-deep hole and cold extrusion technology, applied in the direction of metal extrusion dies, etc., can solve the problems of difficulty in forming ultra-deep hole slender parts, high difficulty in cold heading, and low processing efficiency, so as to improve processing efficiency and Excellent processing quality, various mechanical properties, and strong processing adaptability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
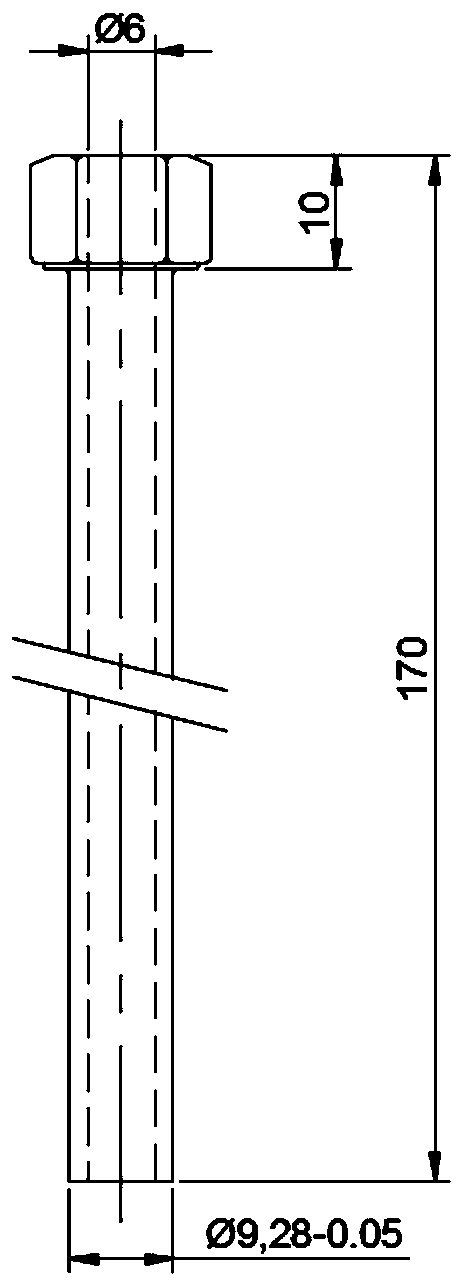
[0060] Such as figure 1 As shown, it is a hollow suspender for performing a bicycle handle, its total length is 170 mm, the diameter of the central through hole is 6 mm, the outer diameter of the rod is about 9.28 mm, and it also has an outer hexagonal head at the end. The length-to-diameter ratio of the hollow boom is 28 times, which belongs to the "ultra-deep hole", and it is difficult to make this part by traditional cold extrusion process.
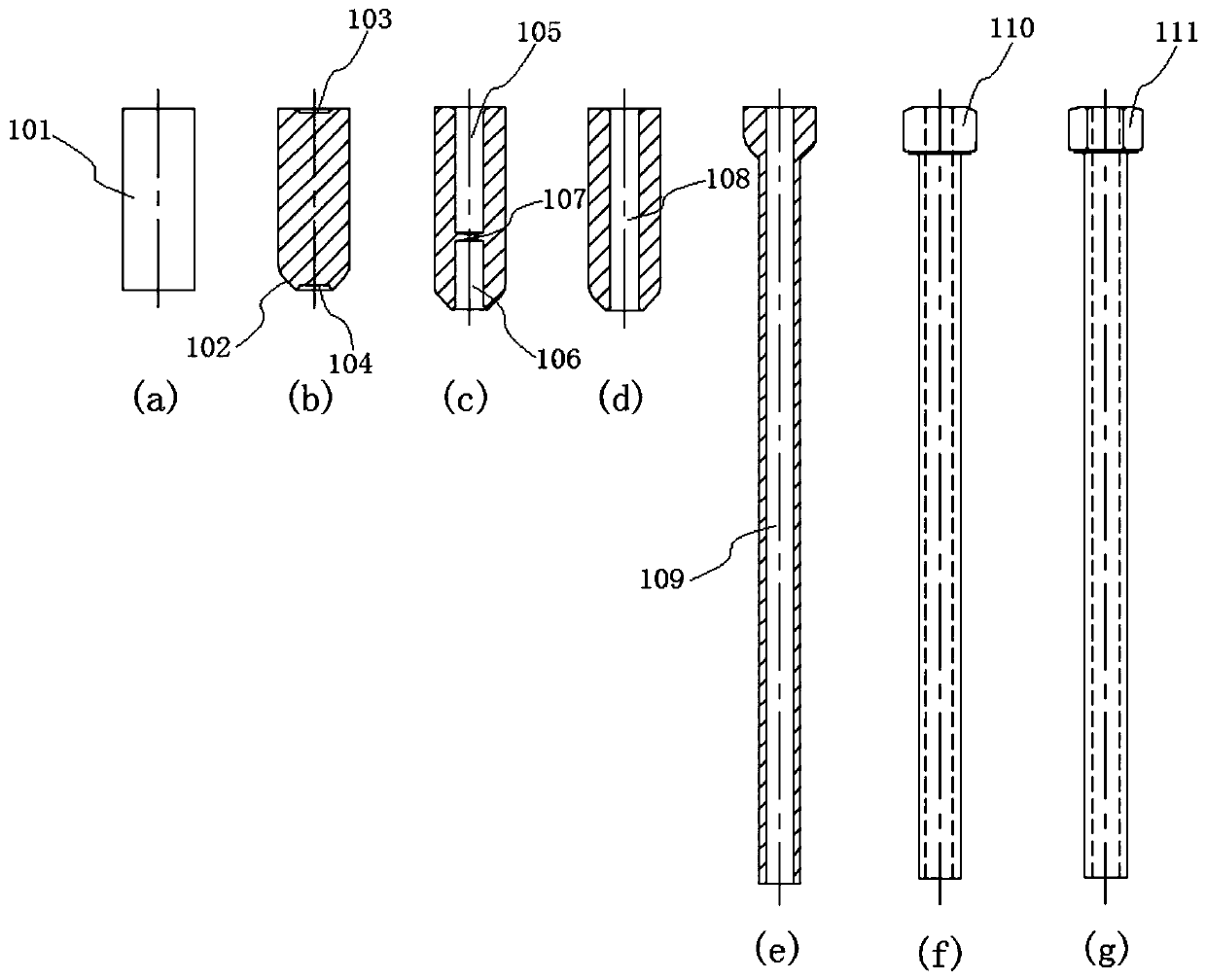
[0061] Such as figure 2 As shown, the cold working process of an ultra-deep hole slender part in this embodiment is formed by cold extrusion with a multi-station cold heading machine, which first forms a central through hole 108 on the bar 101 to form a hollow short tube blank Then utilize the grommet to stretch into the central through hole 108 of the hollow short tube blank, under the protection of the grommet, the hollow short tube blank is cold extruded and stretched to the required length of the part, and the ultra-thin part is ...
Embodiment 2
[0076] Such as Figure 4 As shown, it is a hollow piston rod blank for an electric bicycle shock absorber, its total length is 122mm, the diameter of the upper long hole is 9mm, the diameter of the lower necking hole 112 is 6.9mm, and the length is 15mm. The diameter is 12mm, and it also has a hexagon socket head 113 at the end. The length-to-diameter ratio of the hollow piston rod is more than 10 times, which belongs to the "ultra-deep hole". The traditional cold extrusion process is difficult and inefficient.
[0077] Such as Figure 5 As shown, the cold working process of an ultra-deep hole slender part in this embodiment adopts a multi-station cold heading machine for cold extrusion molding. It first performs surface phosphating treatment on the bar 101 according to the needs of the part. After the bar 101 The central through hole 108 is formed on the top to form a hollow short tube blank; then the center through hole 108 of the hollow short tube blank is inserted into t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More