

Method for improving wear resistance and impact resistance of laser additive manufacturing alloy steel component
A laser additive and alloy steel technology, which is applied in the direction of additive manufacturing, additive processing, metal processing equipment, etc., can solve the problems of low wear resistance and impact resistance of alloy steel components, and achieve improved wear resistance and impact resistance, excellent welding performance, The effect of enhancing the wear resistance and impact resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032]In this embodiment, the method of laser additively manufacturing alloy steel components for wear resistance and impact resistance, the specific steps are as follows:
[0033] 1. The alloy structural steel powder is 100-200 mesh, the sphericity is 95%, and the oxygen content is 300PPM; among them, the alloy grade of the alloy structural steel powder is 12CrNi2.
[0034] 2. The mixed powder and its ratio are 15wt% Mo, 1.5wt% B, 2.5wt% Si, 7wt% V, 4wt% Ni, and the rest is 12CrNi2 powder. The particle size of the Mo, B, Si, V, Ni powder is the same as that of the alloy structural steel powder, the sphericity is 95%, the chemical composition purity is above 99wt%, and the oxygen content is 300PPM.
[0035] 3. Drying treatment of alloy structural steel powder: temperature 150℃×1.5h.
[0036] 4. Deposition substrate: 12CrNi2 alloy structural steel.
[0037] 5. Deposition substrate preheating temperature: 250°C.
[0038] 6. Laser deposition vacuum glove box environment: H 2 ...
Embodiment 2
[0047] In this embodiment, the method of laser additively manufacturing alloy steel components for wear resistance and impact resistance, the specific steps are as follows:
[0048] 1. The particle size of the alloy structural steel is 100-250 mesh, the sphericity is 93%, and the oxygen content is 200PPM; among them, the alloy grade of the alloy structural steel powder is 24CrNiMo.
[0049] 2. The mixed powder and its ratio are 10wt% Mo, 5.5wt% Cr, 5wt% V, 2.0wt% Si, and the rest is 24CrNiMo powder. The particle size of the Mo, Cr, V, Si powder is the same as that of the alloy structural steel powder, the sphericity is 93%, the chemical composition purity is above 99wt%, and the oxygen content is 200PPM.
[0050] 3. Drying treatment of alloy structural steel powder: temperature 200℃×1.5h.
[0051] 4. Deposition substrate: 24CrNiMo alloy structural steel.
[0052] 5. Deposition substrate preheating temperature: 250°C.
[0053] 6. Laser deposition vacuum glove box environment...
Embodiment 3
[0060] In this embodiment, the method of laser additively manufacturing alloy steel components for wear resistance and impact resistance, the specific steps are as follows:
[0061] 1. The particle size of the alloy structural steel powder is 100-270 mesh, the sphericity is 95%, and the oxygen content is 400PPM; among them, the alloy grade of the alloy structural steel powder is 12CrNiMoV.
[0062] 2. Drying treatment of alloy structural steel powder: temperature 200℃×2h.
[0063] 3. The mixed powder and its ratio are 7.5wt% Mo, 1.2wt% B, 8.5wt% Ni, and the rest is 12CrNiMoV powder. The particle size of the Mo, B, Ni powder is the same as that of the alloy structural steel powder, the sphericity is 95%, the chemical composition purity is above 99wt%, and the oxygen content is 400PPM.
[0064] 4. Deposition substrate: 12CrNi2 alloy structural steel.
[0065] 5. Deposition substrate preheating temperature: 200°C.
[0066] 6. Laser deposition vacuum glove box environment: H 2...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| oxygen content | aaaaa | aaaaa |
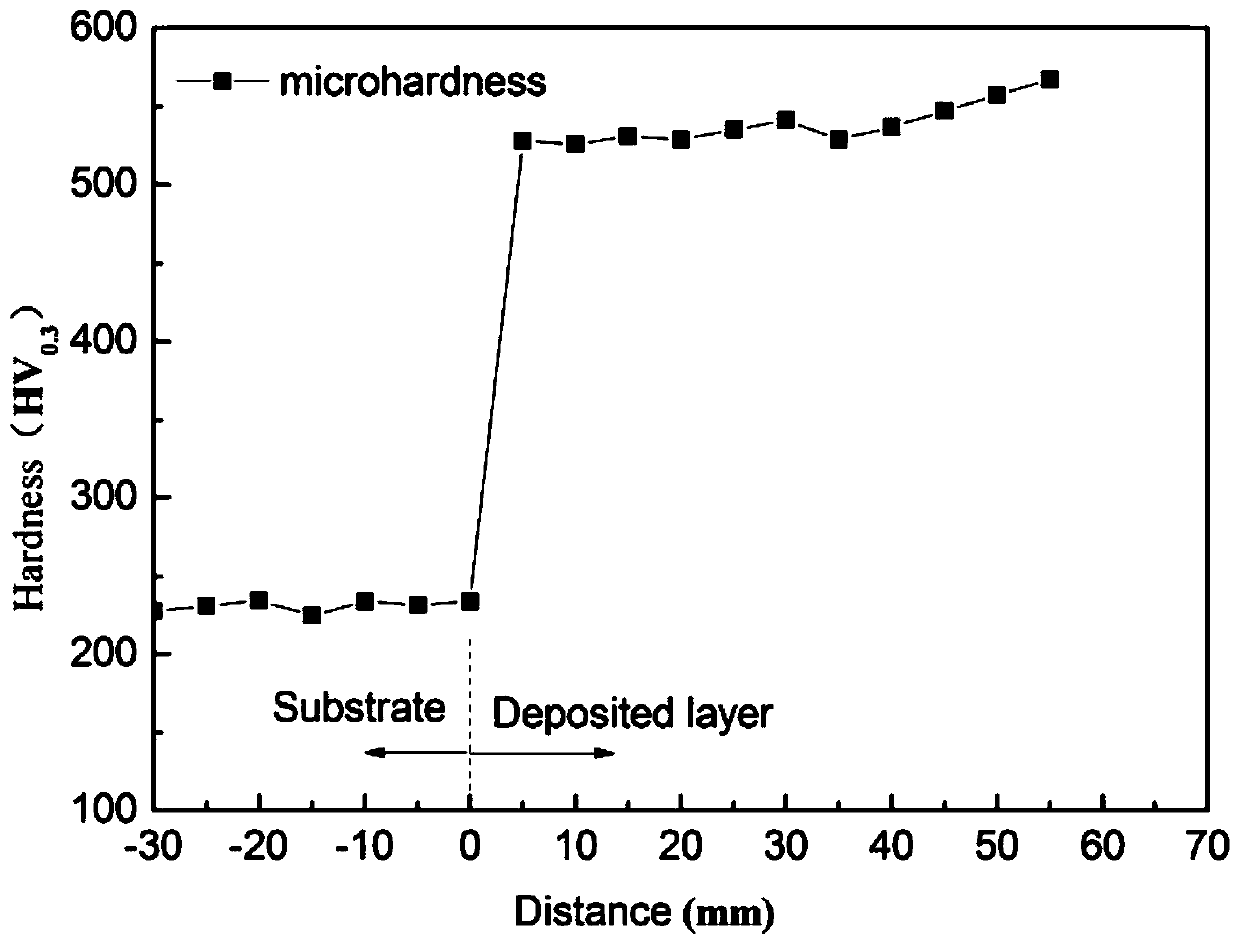
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More