

A mouthguard porous laser welding sheet and its preparation process
A laser welding and hole laser technology, applied in laser welding equipment, welding equipment, manufacturing tools, etc., can solve the problem of difficult to maintain safety and stability, and achieve the effect of improving cutting efficiency, good safety performance, and high bonding strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
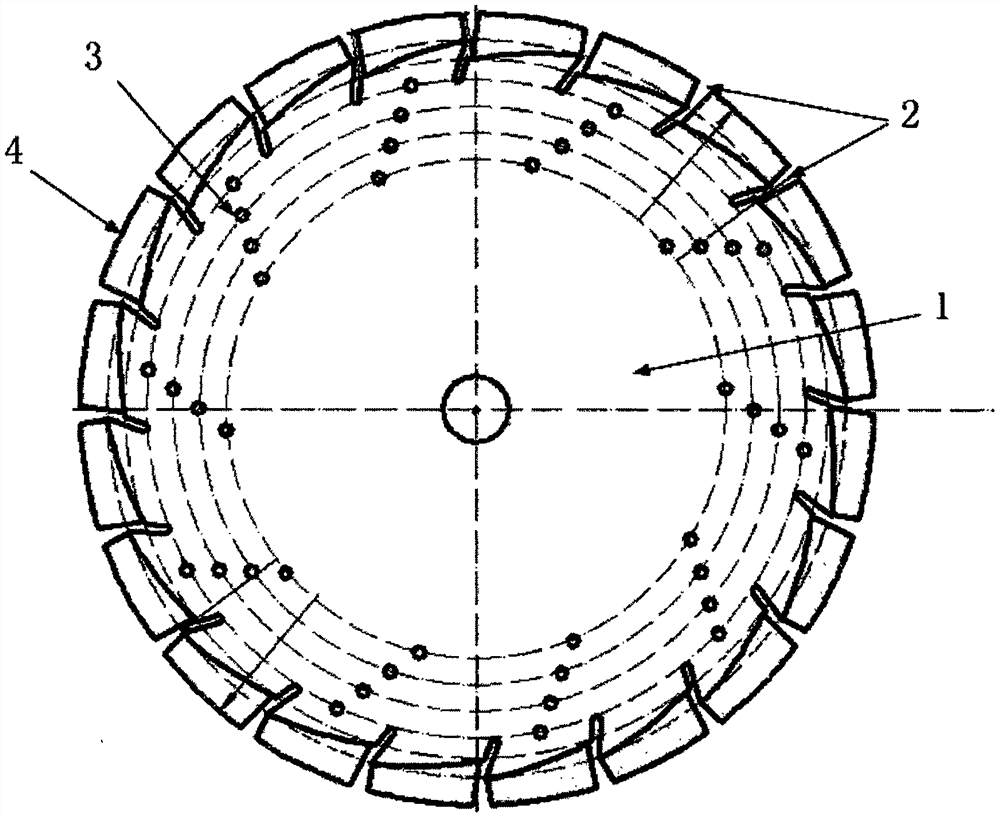
[0038] This embodiment is the preparation of porous laser welding sheet for mouthguard, the process is as follows:
[0039] 1. The base material is 30CrMo; the raw material composition of the cutter head is as follows (parts by weight):
[0040] 24 parts of copper, 31 parts of iron, 7.5 parts of nickel, 12 parts of cobalt, 6 parts of tin, 19.5 parts of rare earth alloy, 0.14 parts of liquid paraffin, and 1.6 parts of diamond.
[0041] The diamond particle size is 40 / 50, and the compressive strength is 25-40kg; the rare earth alloy is a La-Ni alloy, and the La in the La-Ni alloy is 15.5wt.%, and the balance is Ni.
[0042] 2. Substrate processing:
[0043] The steel plate is heat treated. The heat treatment process is: oil quenching at 870 degrees for 12 minutes, and then tempering at 460 degrees for 4 hours; the steel plate after heat treatment is processed into the shape of the matrix;
[0044] 3. Preparation of diamond cutter head:
[0045] The raw materials of the diamon...
Embodiment 2
[0052] This embodiment is the preparation of porous laser welding sheet for mouthguard, the process is as follows:
[0053] 1. The base material is 30CrMo; the raw material composition of the cutter head is as follows (parts by weight):
[0054] 25.5 parts of copper, 34 parts of iron, 8 parts of nickel, 12 parts of cobalt, 4.5 parts of tin, 20 parts of rare earth alloys, 0.12 parts of liquid paraffin, and 1.5 parts of diamond.
[0055] The diamond particle size is 40 / 50, and the compressive strength is 25-40kg; the rare earth alloy is a La-Ni alloy, and the La in the La-Ni alloy is 15.5wt.%, and the balance is Ni.
[0056] 2. Substrate processing:
[0057] The steel plate is heat treated. The heat treatment process is: oil quenching at 875 degrees for 10 minutes, and then tempering at 450 degrees for 4 hours; the steel plate after heat treatment is processed into the shape of the matrix;
[0058] 3. Preparation of diamond cutter head:
[0059] The raw materials of the diamo...
Embodiment 3
[0066] This embodiment is the preparation of porous laser welding sheet for mouthguard, the process is as follows:
[0067] 1. The base material is 30CrMo; the raw material composition of the cutter head is as follows (parts by weight):
[0068] 25 parts of copper, 36 parts of iron, 6.5 parts of nickel, 12 parts of cobalt, 4.5 parts of tin, 15 parts of rare earth alloys, 0.14 parts of liquid paraffin, and 1.5 parts of diamond.
[0069] The diamond particle size is 40 / 50, and the compressive strength is 25-40kg; the rare earth alloy is a La-Ni alloy, and the La in the La-Ni alloy is 15.5wt.%, and the balance is Ni.
[0070] 2. Substrate processing:
[0071] The steel plate is heat treated. The heat treatment process is: oil quenching at 875 degrees for 12 minutes, and then tempering at 480 degrees for 4 hours; the steel plate after heat treatment is processed into the shape of the matrix;
[0072] 3. Preparation of diamond cutter head:
[0073] The raw materials of the diamo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| radius | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More