

Low-cost stainless steel indirect additive manufacturing method
An additive manufacturing and stainless steel technology, applied in the field of additive manufacturing, can solve problems such as alloy phase transition and tissue evolution adverse reactions, high 3D printing equipment costs, etc., to achieve the effects of avoiding adverse reactions, high product yield, and reducing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
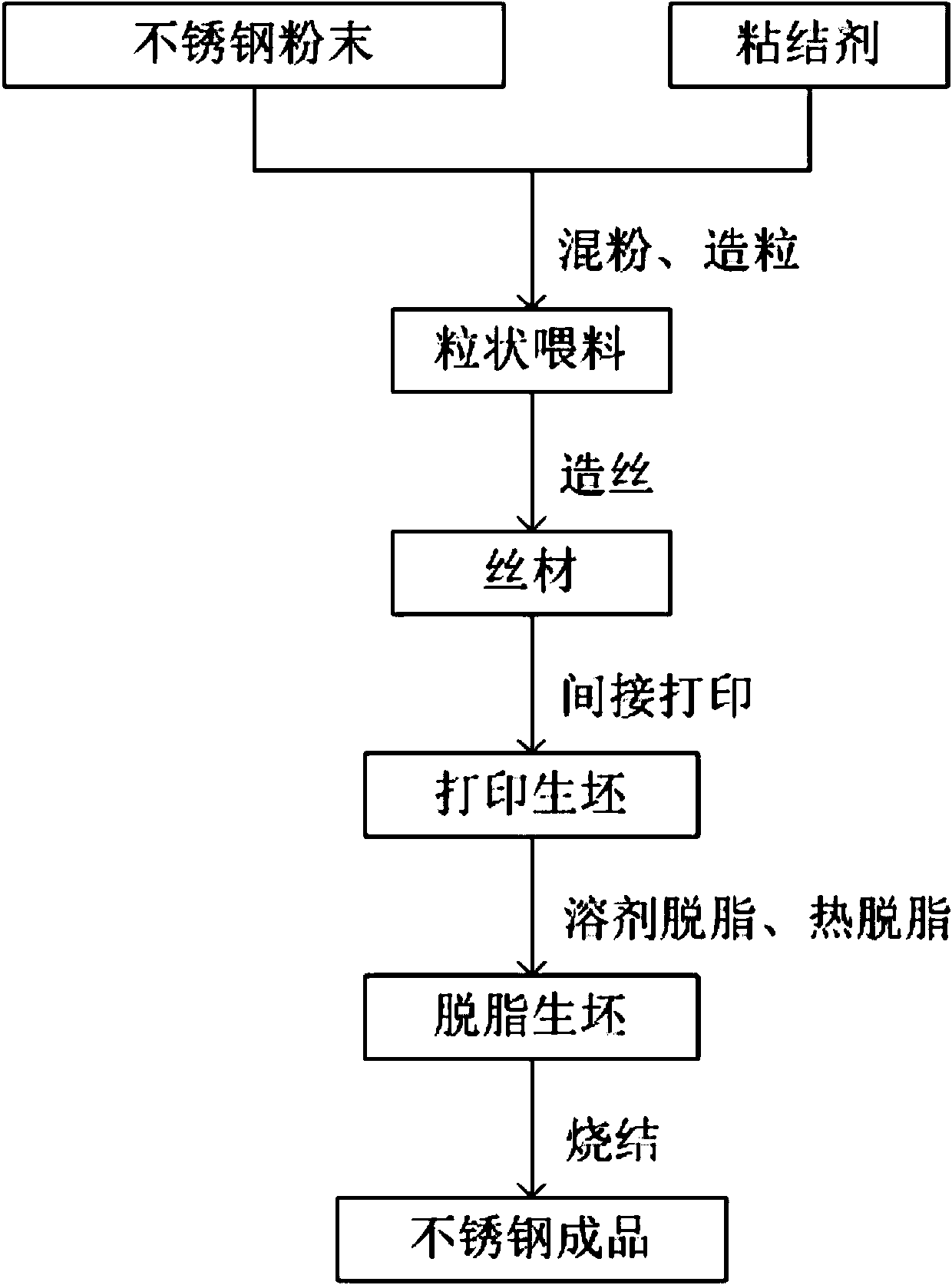
[0027] Pour 90wt.% of 304 stainless steel powder and 10wt.% of binder into the mixing chamber of the kneader and mix and stir. The temperature of mixing and stirring is 160°C, and the time is 2h. The binder is made of the following raw materials in parts by weight Ingredients: 20 parts of microcrystalline wax, 60 parts of polyoxymethylene, 6 parts of polyethylene, 3.5 parts of paraffin wax, 0.2 part of stearic acid, 304 stainless steel powder particle diameter is 8~12µm; after the mixed powder is cooled, pass through a granulator or crushing machine to prepare granular feed, and then use injection molding machine or silk machine to process the granular feed into filaments containing binder and with a diameter of 1~5mm, and the temperature of the injection nozzle is 160°C; The filament material is loaded onto a conventional plastic 3D printer to print out a stainless steel green body. The temperature range of the printing nozzle of the plastic 3D printer is 160°C; The acid time...
Embodiment 2
[0028] Embodiment 2: Pour 92wt.% of 304 stainless steel powder and 8wt.% of binder into the mixing chamber in the kneader and mix and stir. The temperature of mixing and stirring is 180 ° C, and the time is 6h. The binder is composed of the following weight 2 parts of raw materials: 25 parts of microcrystalline wax, 70 parts of polyoxymethylene, 9 parts of polyethylene, 4.5 parts of paraffin wax, 1 part of stearic acid, 304 stainless steel powder particle diameter of 8~12µm; after the mixed powder is cooled, Prepare granular feed through a granulator or a crusher, and then use an injection molding machine or a silk machine to process the granular feed into filaments containing binders with a diameter of 1-5mm, and the temperature of the injection nozzle is 180°C; The filament containing the binder is loaded on a conventional plastic 3D printer to print out a stainless steel green body. The temperature range of the printing nozzle of the plastic 3D printer is 180°C; the stainles...
Embodiment 3
[0029] Embodiment 3: Pour 91wt.% of 304 stainless steel powder and 9wt.% of binder into the mixing chamber in the kneader and mix and stir. The temperature of mixing and stirring is 170 ° C, and the time is 4h. The binder consists of the following weight 2 parts of raw materials: 23 parts of microcrystalline wax, 65 parts of polyoxymethylene, 7 parts of polyethylene, 4 parts of paraffin wax, 0.6 part of stearic acid, 304 stainless steel powder particle diameter of 8~12μm; after the mixed powder is cooled, Prepare granular feed through a granulator or a crusher, and then use an injection molding machine or a silk machine to process the granular feed into filaments with a binder and a diameter of 1 to 5mm. The temperature of the injection nozzle is 170°C. The filament containing the binder is loaded on a conventional plastic 3D printer to print a stainless steel green body. The temperature range of the printing nozzle of the plastic 3D printer is 170°C; the stainless steel green ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More