Multi-layer and multi-pass welding device and method based on visual representation
A multi-layer, multi-pass, welding device technology, applied in welding equipment, welding accessories, electrode support devices, etc., can solve the problems of low degree of automation, failure to achieve independent planning and intelligent control, and low efficiency.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0087] The detailed content of the present invention and its specific implementation will be further described below in conjunction with the accompanying drawings.
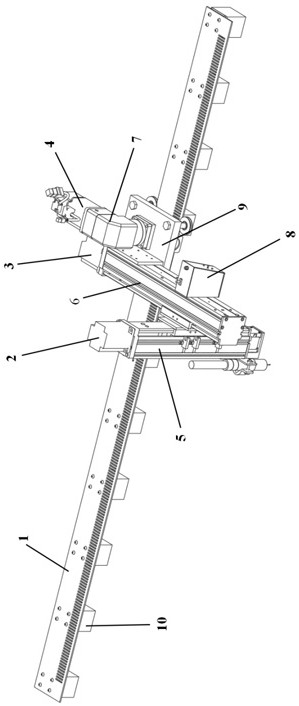
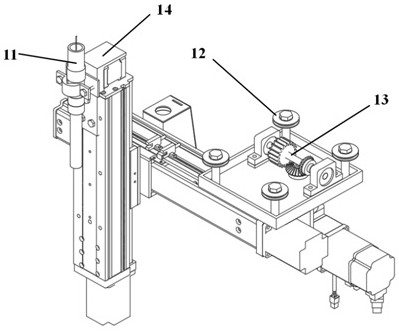
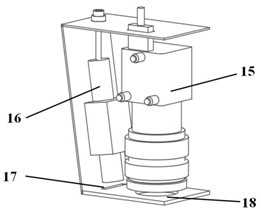
[0088] see Figure 1 to Figure 3 As shown, the multi-layer multi-channel welding device based on visual representation of the present invention includes a walking body, a walking guide rail, a 3D laser profile sensor, and a welding torch. The walking body is installed on the walking guide rail, and the 3D laser profile sensor 8 is installed in the walking body On the y-axis guide rail 6, the welding torch 11 is rigidly fixed on the output shaft of the welding torch pose control servo motor 14 in the walking body; the 3D laser profile sensor scans the weld seam to obtain the welding trajectory and the welding torch pose, and the rear device converts the welding trajectory The signal is converted into a corresponding electrical signal and transmitted to the execution motor of the walking body; the execution motor of...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More