

Gas protection welding method for rack steel with thickness being greater than or equal to 80 mm
A technology of gas shielding and welding method, applied in welding equipment, welding accessories, characteristics of welding rod, etc., can solve the problems of affecting efficiency, many welding passes, etc., to improve welding efficiency, reduce welding passes, high impact toughness reserve and The effect of safety margins
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] A gas shielded welding method for rack steel with a thickness ≥ 80mm, the steps of which are:
[0032] 1) Base metal properties: yield strength R eL : 640MPa, tensile strength R m 725MPa, elongation A: 20%, -40 o CKV 2 Impact energy: 100J; A514 steel rack steel thick plate is 114.3mm, test size: 600mm×400mm×114.3mm, for equal thickness butt welding;
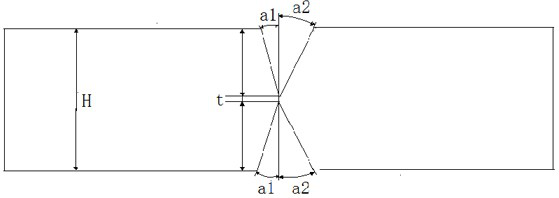
[0033] 2) Groove form: double-sided V-shaped and symmetrical, the groove angle is 27° on one side, 12° on the other side, and 1.5mm on the blunt side;
[0034] 3) Welding matching material: gas-shielded welding wire deposited metal tensile strength: 698MPa, mechanical properties of welding wire deposited metal tensile strength R m : 720MPa, elongation A: 31%, reduction of area Z: 66%, -40℃KV 2 Impact energy: 138J; wire diameter: Ф1.6mm;
[0035] Welding process specifications: welding current at 400A, welding voltage at 30V, welding speed at 30cm / min, welding line energy at 24kJ / cm; use argon-rich gas protection, tha...
Embodiment 2
[0042]A gas shielded welding method for rack steel with a thickness ≥ 80mm, the steps of which are:
[0043] 1) Base metal properties: Yield strength ReL: 635MPa, tensile strength Rm: 715MPa, elongation A: 16%, -40oCKV2 impact energy: 110J; A514 steel is rack steel thick plate at 80mm, test size: 600mm×400mm ×80mm, for equal thickness butt welding;
[0044] 2) Groove form: double-sided V-shaped and symmetrical, groove angle, one side is 30°, the other side is 10°, and the blunt side is 1.3mm;
[0045] 3) Welding matching material: gas-shielded welding wire deposited metal tensile strength: 705MPa, mechanical properties of welding wire deposited metal tensile strength Rm: 730Pa, elongation A: 30%, section reduction Z: 68%, -40℃ KV2 impact energy: 120J; wire diameter: Ф1.6mm;
[0046] Welding process specification: welding current at 430A, welding voltage at 31V, welding speed at 34cm / min, welding line energy at 23kJ / cm; using argon-rich gas protection, that is, 80%Ar+20%CO2, ...
Embodiment 3
[0053] A gas shielded welding method for rack steel with a thickness ≥ 80mm, the steps of which are:
[0054] 1) Base metal properties: Yield strength ReL: 640MPa, tensile strength Rm: 745MPa, elongation A: 21%, -40oCKV2 impact energy: 110J; A514 steel is rack steel thick plate at 114.3mm, test size: 600mm× 400mm×114.3mm, for equal thickness butt welding;
[0055] 2) Groove form: double-sided V-shaped and symmetrical, the groove angle is 31° on one side, 11° on the other side, and 1.9mm on the blunt side;
[0056] 3) Welding matching material: gas-shielded welding wire deposited metal tensile strength: 725MPa, mechanical properties of welding wire deposited metal tensile strength Rm: 725MPa, elongation A: 28%, section reduction Z: 66%, -40℃ KV2 impact energy: 132; wire diameter: Ф1.6mm;
[0057] Welding process specifications: welding current at 450A, welding voltage at 31.5V, welding speed at 35cm / min, welding line energy at 24kJ / cm; argon-rich gas protection is used, that ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More