

Anti-cracking spiral steel pipe for long distance oil and gas transmission and manufacturing process thereof
A technology of spiral steel pipe and manufacturing process, which is applied in the field of anti-crack spiral steel pipe for long-distance oil and gas transportation and its manufacturing process, which can solve the problem of declining service performance of spiral steel pipe, affecting the mechanical properties of welds, and affecting the safety and stability of oil and gas transportation To achieve the effect of strengthening the control of forming residual stress, strengthening the control of welding process parameters, and improving the efficiency of butt joint
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
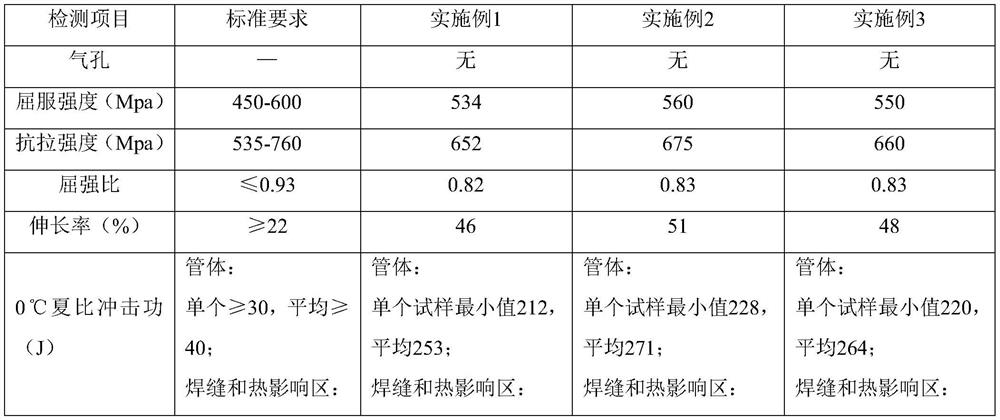
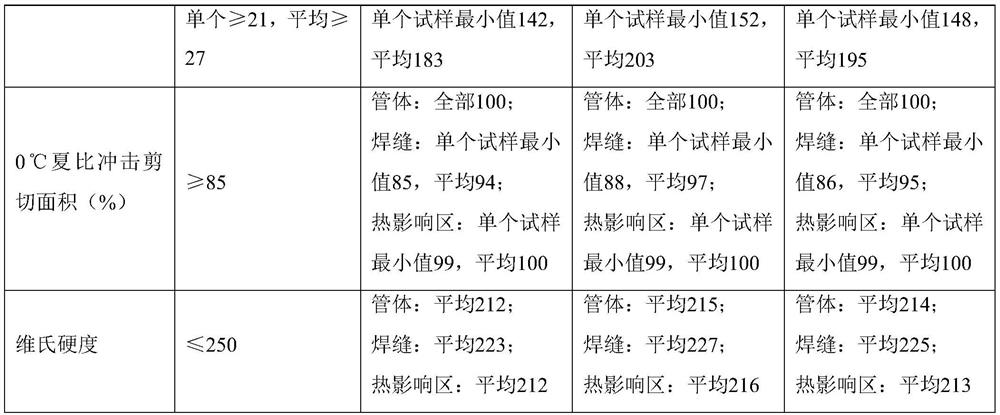
[0041] A crack-proof spiral steel pipe for long-distance oil and gas transportation,
[0042]The weight percent of the chemical composition of the base metal steel plate is: C 0.12%, Si 0.25%, Mn 1.09%, P 0.2%, S0.12%, V0.024%, Cr 0.04%, Ni 0.0053%, Cu 0.015%, Yu Amount of Fe;
[0043] The thickness of the base steel plate is 7.2mm;
[0044] The yield strength of the parent steel plate is 495Mpa, and the tensile strength is 540Mpa;
[0045] The weight percent of the chemical composition of the spiral weld is: C 0.06%, Si 0.15%, Mn 2.3%, P≤0.15%, S≤0.06%, V 0.046%, Cr 0.008%, Ni 0.19%, Cu 0.04%, Ti 0.031%, B 0.06%, balance Fe;
[0046] The manufacturing process includes the following steps:
[0047] S1, unwinding and leveling;
[0048] S2, edge milling: adopt double edge milling process, first rough mill I-shaped groove; then fine-mill X-shaped groove, blunt edge 7.0mm, groove angle 75°;
[0049] S3, pre-bending: the size of the pre-bending edge is 465mm in radius and 90m...
Embodiment 2
[0057] A crack-proof spiral steel pipe for long-distance oil and gas transportation,
[0058] The weight percent of the chemical composition of the base metal steel plate is: C 0.17%, Si 0.28%, Mn 1.1%, P 0.19%, S0.11%, V0.02%, Cr 0.05%, Ni 0.01%, Cu 0.02%, Yu Amount of Fe;
[0059] The thickness of the base steel plate is 7.8mm;
[0060] The yield strength of the parent steel plate is 500Mpa, and the tensile strength is 578Mpa;
[0061] The weight percent of the chemical composition of the spiral weld is: C 0.09%, Si 0.18%, Mn 2.5%, P≤0.15%, S≤0.06%, V 0.033%, Cr 0.1%, Ni 0.2%, Cu 0.046%, Ti 0.026%, B 0.02%, balance Fe;
[0062] The manufacturing process includes the following steps:
[0063] S1, unwinding and leveling;
[0064] S2, edge milling: adopt double edge milling process, first rough mill I-shaped groove; then fine-mill X-shaped groove, the blunt edge is 7.5mm, and the groove angle is 80°;
[0065] S3, pre-bending: the size of the pre-bending edge is 465mm in r...
Embodiment 3
[0073] A crack-proof spiral steel pipe for long-distance oil and gas transportation,
[0074] The weight percent of the chemical composition of the base metal steel plate is: C 0.2%, Si 0.31%, Mn 1.14%, P 0.15%, S0.09%, V0.015%, Cr 0.06%, Ni 0.013%, Cu 0.022%, Yu Amount of Fe;
[0075] The thickness of the parent steel plate is 8.6mm;
[0076] The yield strength of the parent steel plate is 550Mpa, and the tensile strength is 610Mpa;
[0077] The weight percentage of the chemical composition of the spiral weld is: C 0.12%, Si 0.23%, Mn 2.8%, P≤0.15%, S≤0.06%, V 0.02%, Cr 0.12%, Ni 0.22%, Cu 0.055%, Ti 0.023%, B 0.01%, balance Fe;
[0078] The manufacturing process includes the following steps:
[0079] S1, unwinding and leveling;
[0080] S2, edge milling: adopt double edge milling process, first rough mill I-type groove; then fine-mill X-type groove, blunt edge 8.0mm, groove angle 85°;
[0081] S3, pre-bending: the size of the pre-bending edge is 465mm in radius and 105...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More