

Series conical bearing inner ring one-piece flow turning process
A tapered bearing and turning machining technology, which is applied in the field of one-piece flow turning machining of the inner ring of a series of tapered bearings, can solve the problems of high labor intensity, limited adjustment range of the chuck, and easy occurrence of work injuries, so as to improve product quality and improve product quality. Effectiveness of production efficiency, prevention of missing steps, and shortening of adjustment time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0039] The present invention processes the inner ring of a tapered bearing with an inner diameter of φ120-150MM in one-piece flow processing as follows:
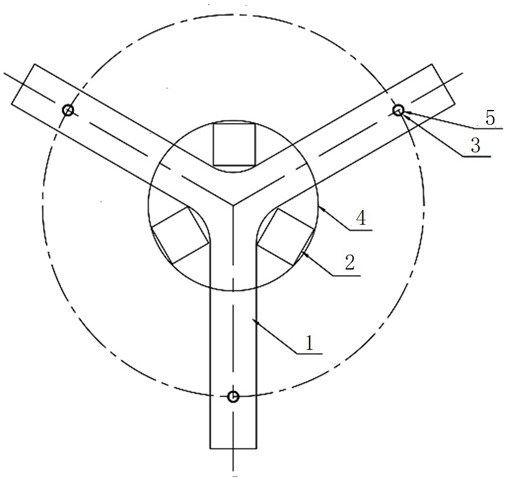
[0040] Select the clamping claw 7 that matches the shape and height of the chamfered portion of the inner ring of the tapered bearing within the inner diameter range of 120-150mm and install it on the base, and install the pop-up rod 9 on the outermost guide hole 8; the process includes:
[0041] (1) Manually place the blank forgings of the inner ring of the tapered bearing with an outer diameter of φ160-200MM, a height of 35-50MM and an inner diameter of φ120-150MM on the feeding tray of the rotary material warehouse, and are clamped by two sets of clamping system pop-up mechanisms respectively. After the blank forging of the inner ring is finished, it is sent to the first CNC lathe, and one of the blank forgings of the inner ring is clamped;
[0042] (2) First sequence: the first CNC lathe completes the car raceway, car in...
Embodiment 2
[0047] The present invention processes the inner ring of the tapered bearing with an inner diameter of φ80~120MM in one-piece flow processing process as follows:
[0048] Select the clamping claw 7 that is consistent with the shape and height of the chamfering part of the inner ring of the tapered bearing within the inner diameter range of 80-120mm, and install it on the base body, and install the pop-up rod 9 on the innermost guide hole 8; the process is only the first (1 ) step process is different from embodiment 1, and the (1) step process of embodiment 2 comprises:
[0049] (1) Manually place the blank forgings of the inner ring of the tapered bearing with an outer diameter of φ100-160MM, a height of 20-35MM and an inner diameter of φ80-120MM on the feeding tray of the rotary material warehouse, and are clamped by two sets of clamping system ejection mechanisms 7 After one inner ring blank forging is sent to the first CNC lathe, one of the inner ring blank forgings is cla...
Embodiment 3
[0051] The present invention processes the inner ring of a tapered bearing with an inner diameter of φ20-80MM in one-piece flow processing as follows:
[0052] Select the clamping claw 7 that matches the shape and height of the chamfering part of the inner ring of the tapered bearing within the inner diameter range of 20-80mm and install it on the base, and the ejector rod 9 is installed on the innermost guide hole 8; the process described is only the first (1 ) step process is different from embodiment 1, and the (1) step process of embodiment 3 comprises:
[0053] (1) Manually place the blank forgings of the tapered bearing inner ring with an outer diameter of φ40-100MM, a height of 10-20MM and an inner diameter of φ20-80MM on the feeding tray of the rotary material warehouse, and are clamped by two sets of clamping system ejection mechanisms 7 respectively. After the blank forgings of the inner ring are finished, they are sent to the first CNC lathe, and one of the blank fo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More