Diffusion welding lamination defect ultrasonic detection test block as well as preparation method and application thereof
A technology of ultrasonic testing and diffusion welding, applied in the field of diffusion welding, can solve the problems of difficulty in ensuring dimensional accuracy, difficulty in ensuring position accuracy, and difficulty in forming test blocks, and achieves the effect of improving the detection effect, the detection accuracy, and the detection accuracy.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
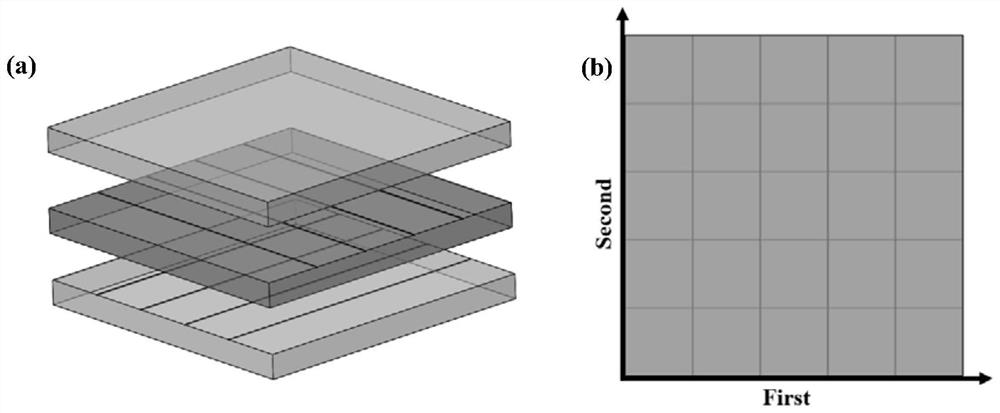
[0053] This embodiment provides a method for preparing a test block for ultrasonic detection of diffusion welding laminate defects, such as figure 2 shown, including:
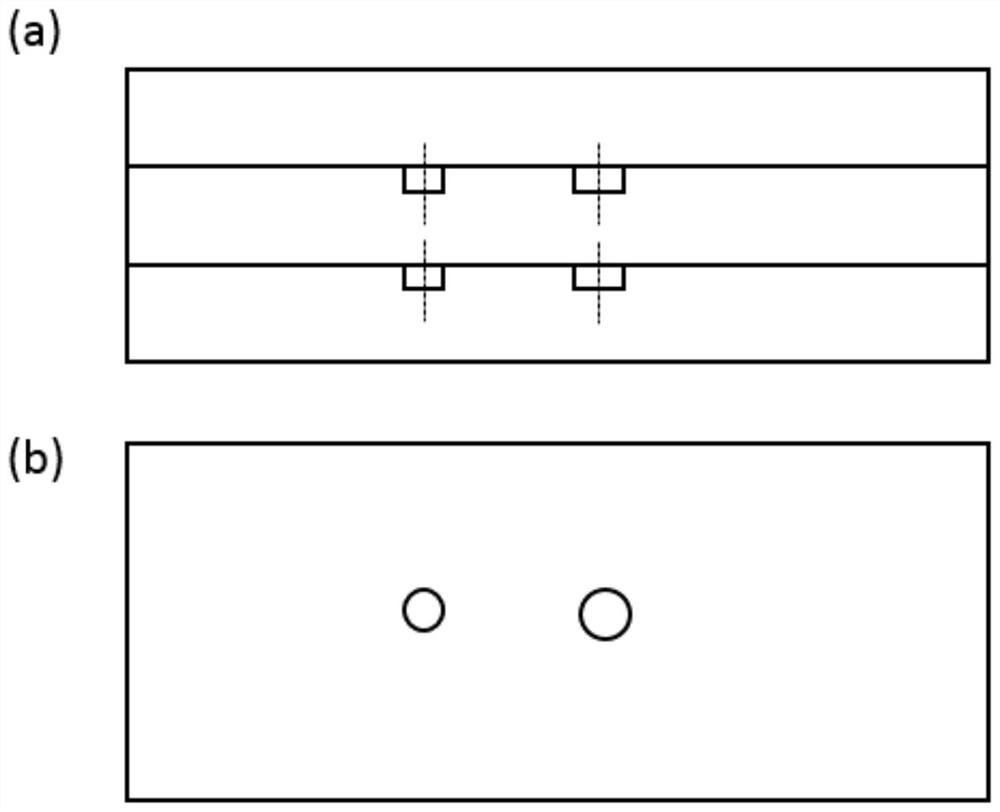
[0054] (1) Substrate defect processing
[0055] Three substrates (TC4 boards) were taken, one of which was used as a cover plate without defect processing, and the other two substrates were machined with milling cutters of different processing sizes to process slot-like defects with widths of 80 μm, 100 μm, 150 μm and 200 μm, respectively. The distance between the centers of two adjacent defect grooves is 5mm.
[0056] (2) Substrate surface treatment
[0057] Clean the surface to be welded at the non-defect position of the substrate to ensure the welding quality, as follows: firstly, the surface is polished step by step with sandpaper, and the surface is polished to a mirror surface with a polishing solution (silica sol:hydrogen peroxide=10:1) Maintain parallelism. Use Keller reagent (1ml HF+1.5ml HCl+2.5m...
Embodiment 2
[0063] This embodiment provides a method for preparing a test block for ultrasonic detection of diffusion welding laminate defects, such as figure 2 shown, including:
[0064] (1) Substrate defect processing
[0065] Three substrates (TC4 boards) were taken, one of which was used as a cover plate without defect processing, and the other two substrates were machined with milling cutters of different processing sizes to process slot-like defects with widths of 70 μm, 90 μm, 140 μm and 190 μm, respectively. The distance between the centers of two adjacent defect grooves is 4mm.
[0066] (2) Substrate surface treatment
[0067] Clean the surface to be welded on the non-defective position of the substrate to ensure the welding quality, as follows: firstly, the surface is polished step by step with sandpaper, and the surface is polished to a mirror surface with a polishing solution (silica sol: hydrogen peroxide = 9:1). Maintain parallelism. Use Keller reagent (1ml HF+1.5ml HCl...
Embodiment 3
[0073] This embodiment provides a method for preparing a test block for ultrasonic detection of diffusion welding laminate defects, such as figure 2 shown, including:
[0074] (1) Substrate defect processing
[0075] Three substrates (TC4 board) were taken, one of the substrates was used as a cover plate without defect processing, and the other two substrates were machined with milling cutters of different processing sizes. The distance between the centers of two adjacent defect grooves is 6mm.
[0076] (2) Substrate surface treatment
[0077] Clean the surface to be welded on the non-defective position of the substrate to ensure the welding quality, as follows: firstly, the surface is polished step by step with sandpaper, and the surface is polished to a mirror surface with a polishing solution (silica sol: hydrogen peroxide = 11:1). Maintain parallelism. Use Keller reagent (1ml HF+1.5ml HCl+2.5ml HNO) before welding and assembly 3 +95ml H 2 O) Pickle the sample to be ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com