

Stainless steel tube doped with element cerium P92 and post-welding circulating heat treatment method thereof
A heat treatment method and a technology of doping elements, applied in heat treatment furnaces, heat treatment equipment, furnace types, etc., can solve the problems that the performance of P91 steel cannot meet the production requirements, so as to improve the degree of solid solution strengthening, inhibit the formation and growth, and improve Effect of Tensile Strength and Endurance Strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0060] The chemical composition and mass percentage of the doped element cerium P92 steel pipe are: C (0.112), Cr (8.831), Ni (0.235), Mn (0.409), W (1.936), Mo (0.386), V (0.209), Si (0.241), balance Fe and unavoidable impurity elements.
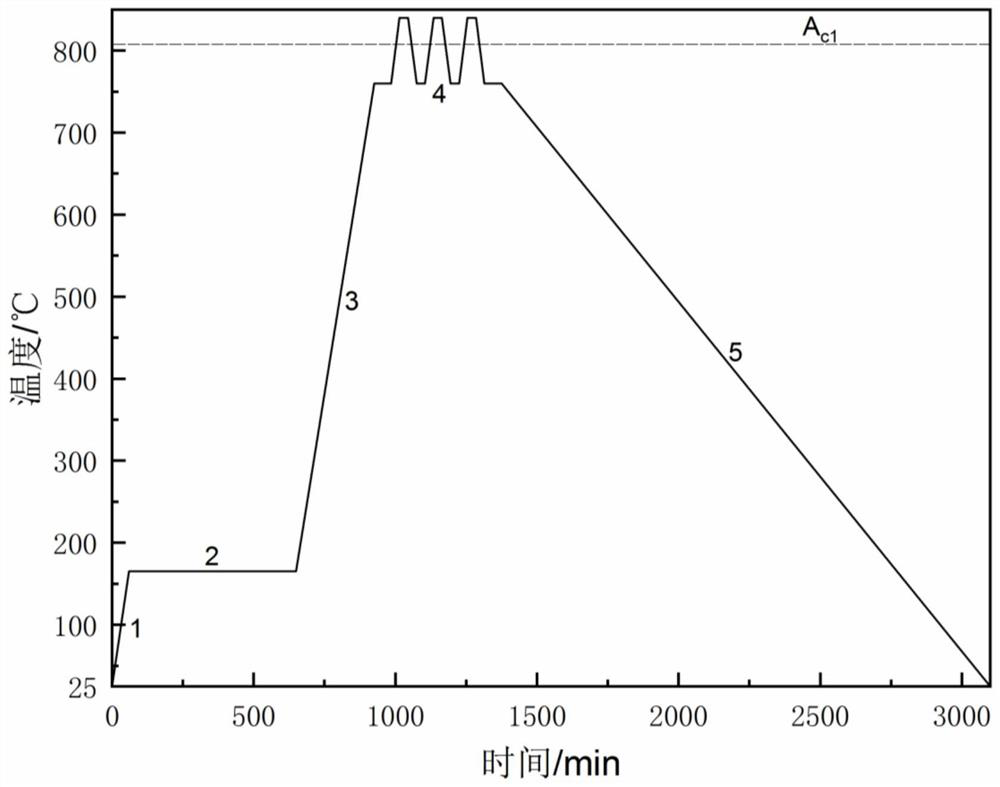
[0061] The post-weld heat treatment method for steel pipes as described above includes five steps of temperature rise 1, heat preservation 2, temperature rise 3, heat preservation 4, and temperature reduction 5 steps. step.
[0062] Step 1 of temperature rise includes raising the temperature of the steel pipe from 25°C to preheat the welded steel pipe to 165°C and keep it warm for 10 hours. The temperature rise rate during the preheating process is 140°C per hour.
[0063] The heat preservation 2 step includes heat preservation of the treated steel pipe at 165° C. for 16.5 hours.
[0064] The 3rd step of heating includes raising the treated steel pipe from 165°C; then raising the temperature of the steel pipe to 760°C and keeping it warm ...
Embodiment 2
[0068] The chemical composition and mass percentage of the doped element cerium P92 steel pipe are: C (0.112), Cr (8.831), Ni (0.235), Mn (0.409), W (1.936), Mo (0.386), V (0.209), Si(0.241), Ce(0.1), balance Fe and unavoidable impurity elements.
[0069] The post-weld heat treatment method for steel pipes as described above includes five steps of temperature rise 1, heat preservation 2, temperature rise 3, heat preservation 4, and temperature reduction 5 steps. step.
[0070] Step 1 of temperature rise includes raising the temperature of the steel pipe from 25°C to preheat the welded steel pipe to 165°C and keep it warm for 10 hours. The temperature rise rate during the preheating process is 140°C per hour.
[0071] The heat preservation 2 step includes heat preservation of the treated steel pipe at 165° C. for 16.5 hours.
[0072] The 3rd step of heating includes raising the treated steel pipe from 165°C; then raising the temperature of the steel pipe to 760°C and keeping ...
Embodiment 3
[0076] The chemical composition and mass percentage of the doped element cerium P92 steel pipe are: C (0.112), Cr (8.831), Ni (0.235), Mn (0.409), W (1.936), Mo (0.386), V (0.209), Si(0.241), Ce(0.2), balance Fe and unavoidable impurity elements.
[0077] The post-weld heat treatment method for steel pipes as described above includes five steps of temperature rise 1, heat preservation 2, temperature rise 3, heat preservation 4, and temperature reduction 5 steps. step.
[0078] Step 1 of temperature rise includes raising the temperature of the steel pipe from 25°C to preheat the welded steel pipe to 165°C and keep it warm for 10 hours. The temperature rise rate during the preheating process is 140°C per hour.
[0079] The heat preservation 2 step includes heat preservation of the treated steel pipe at 165° C. for 16.5 hours.
[0080] The 3rd step of heating includes raising the treated steel pipe from 165°C; then raising the temperature of the steel pipe to 760°C and keeping ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More