Method for preparing rheo-die-casting large thin-wall part with uniform structure
A technology of large thin-walled parts and rheological die-casting, which is applied in the field of preparing rheological die-casting large thin-walled parts with uniform structure, which can solve the problems of uneven structure and achieve uniform structure, good surface quality and stable and reliable process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0047] This example provides a method for preparing a large-scale thin-walled 5G communication base station heat dissipation housing of A1-7Si-0.6Fe-0.1Mg-0.02Sr aluminum alloy with uniform structure, and the projected area of the casting is 4386cm 2 , the average wall thickness of the casting is 1.72mm, which specifically includes the following steps:
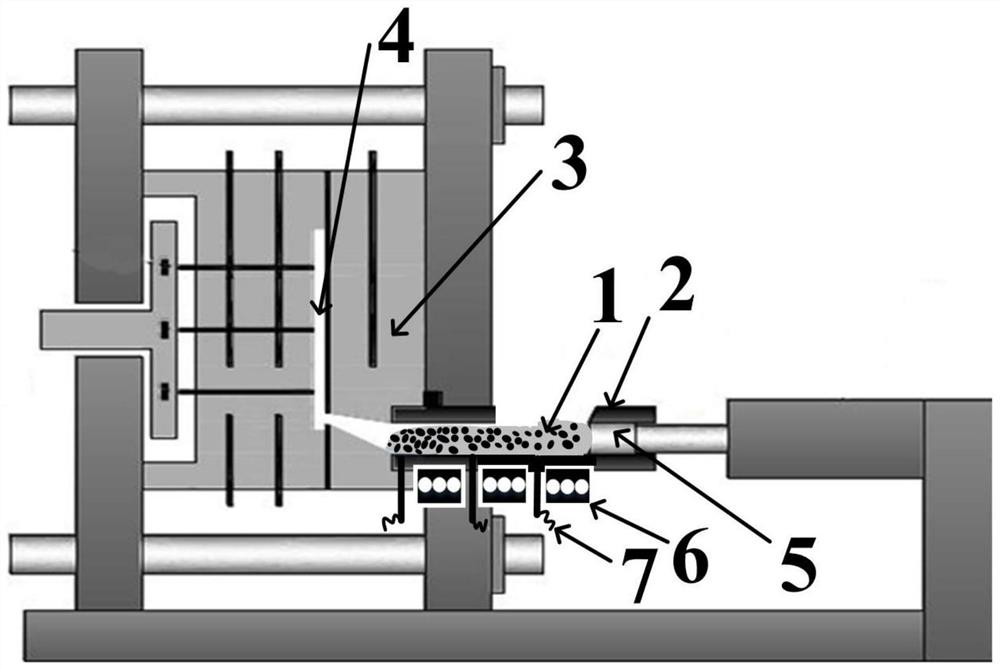
[0048] S1. Pour the prepared A1-7Si-0.6Fe-0.1Mg-0.02Sr alloy semi-solid slurry with a mass of 32kg and a solid phase ratio of 23% into a cold chamber die-casting with a clamping force of 3000 tons by using the air-cooled mechanical stirring method pressurized room;
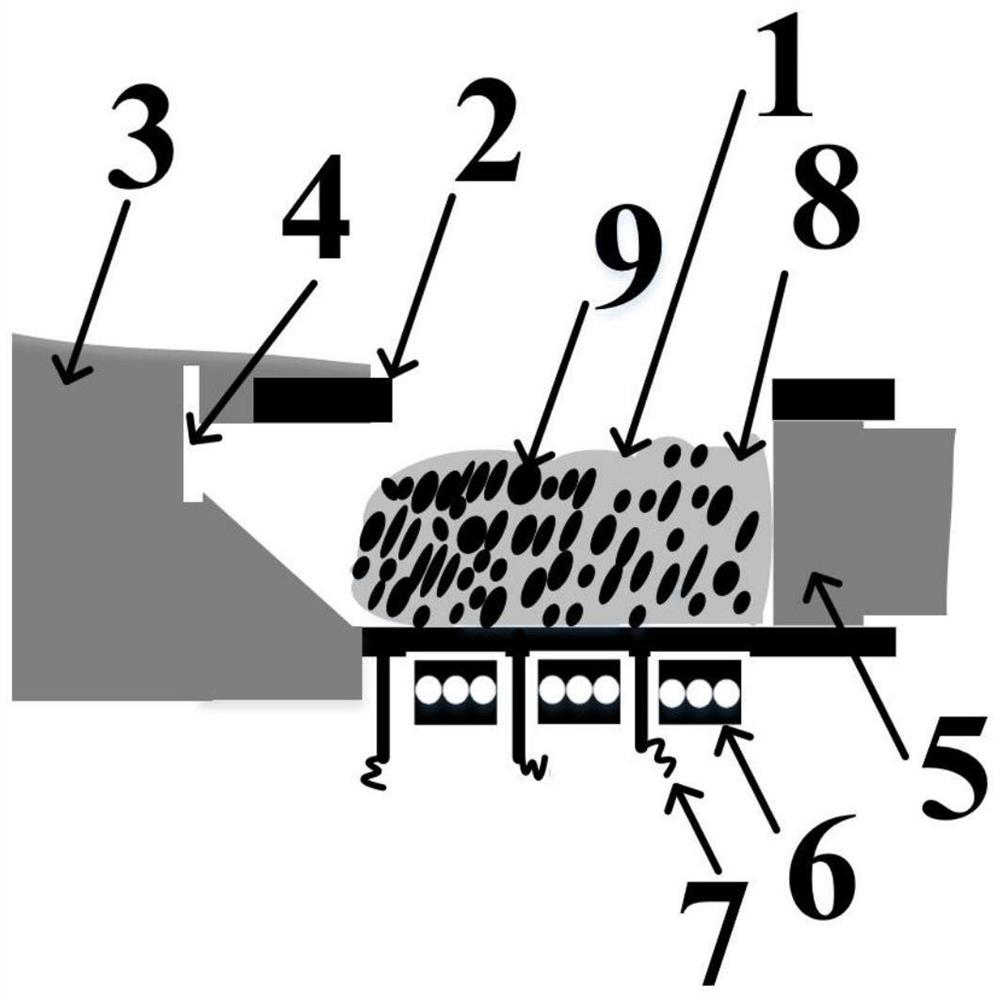
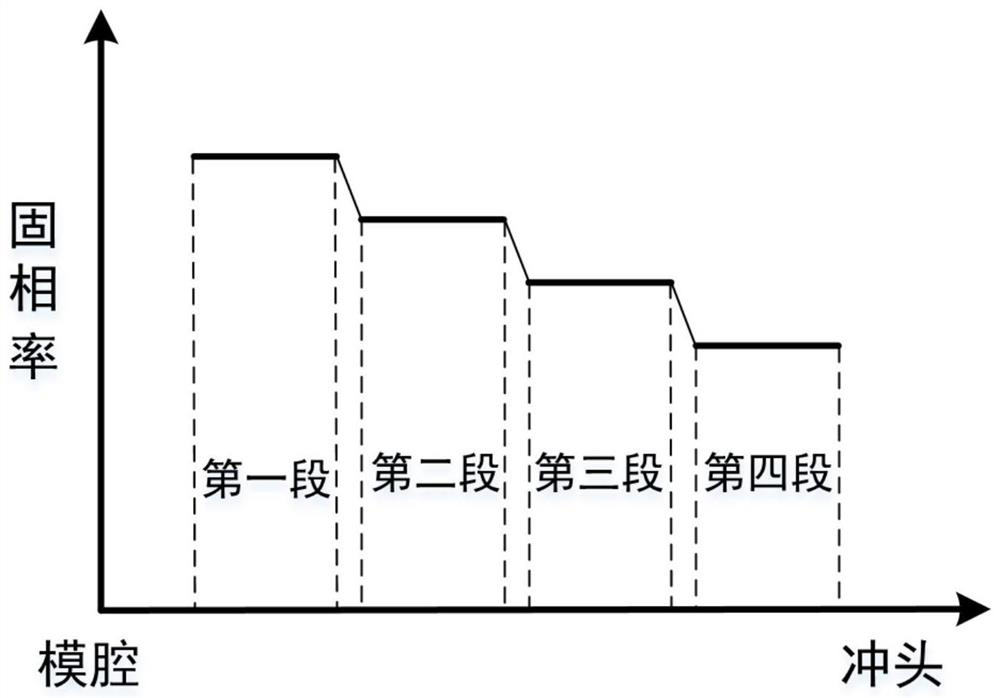
[0049] S2. Carry out four-stage temperature control in the pressure chamber, and obtain the semi-solid slurry temperature-solid phase ratio relationship ( Figure 4 ), real-time monitoring of the slurry temperature (solid phase ratio) in each section of the pressure chamber, and adjusting the cooling speed of each section of the pressure chamber through heating...
Embodiment 2
[0053] This example provides a method for preparing a large-scale thin-walled new energy vehicle end cover of A1-8Si-0.5Fe aluminum alloy with uniform structure, and the projected area of the casting is 5738cm 2 , the average wall thickness of the casting is 2.01mm, which specifically includes the following steps:
[0054] S1. Pour the prepared A1-8Si-0.5Fe alloy semi-solid slurry with a mass of 41 kg and a solid phase ratio of 21% into the pressure chamber of a cold chamber die-casting machine with a clamping force of 4000 tons by using an air-cooled mechanical stirring method;
[0055] S2, carry out five-stage temperature control in the pressure chamber, according to the A1-8Si-0.5Fe aluminum alloy DSC experiment, obtain the semi-solid slurry temperature-solid phase ratio relationship ( Figure 7 ), real-time monitoring of the slurry temperature (solid phase ratio) at each section of the press chamber, and adjusting the cooling speed of each section of the press chamber th...
Embodiment 3
[0059] This example provides a preparation method for a large-scale thin-walled electric control housing of an A356 aluminum alloy with a uniform structure, and the projected area of the casting is 3081 cm 2 , the average wall thickness of the casting is 4.48mm, which specifically includes the following steps:
[0060] S1. Pour the prepared A356 aluminum alloy semi-solid slurry with a mass of 37 kg and a solid phase ratio of 50% into the pressure chamber of a cold chamber die-casting machine with a clamping force of 3000 tons by using the electromagnetic stirring method;
[0061] S2. The pressure chamber is subjected to three-stage temperature control. According to the A356 aluminum alloy DSC experiment, the corresponding relationship between the temperature of the semi-solid slurry and the solid phase ratio is obtained, and the temperature of the slurry (solid phase ratio) at different positions in the pressure chamber is monitored in real time. Through heating and The cool...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| area | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com