

Local surface heat treatment process for bar parts
A technology of surface heat treatment and local heating, applied in the direction of heat treatment furnace, heat treatment equipment, improvement of process efficiency, etc., can solve the problems of intolerance to wear, low hardness, affecting service life, etc., to improve the quenching effect and wear resistance. , the effect of prolonging the service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
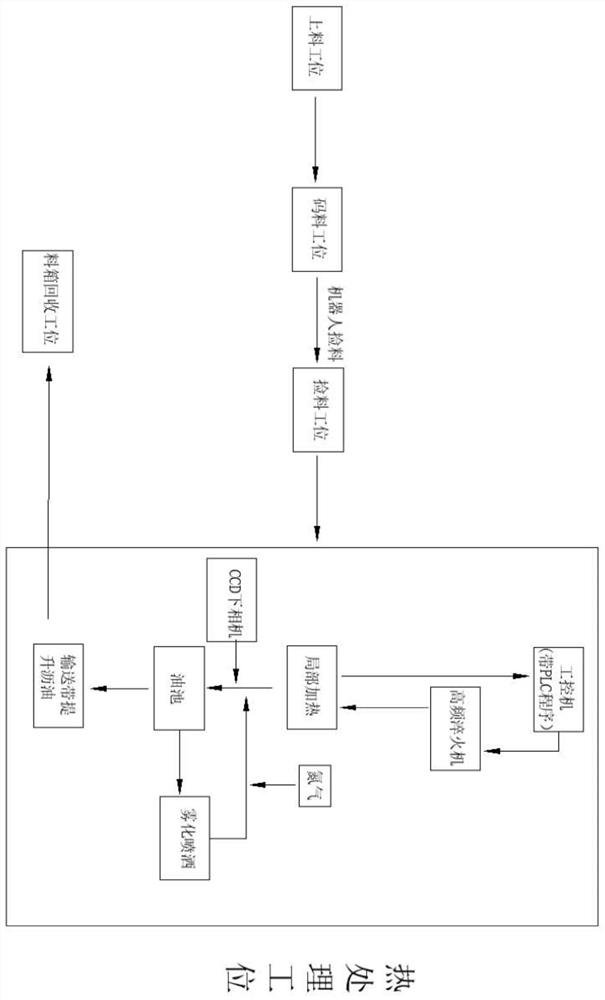
[0024] The local surface heat treatment process of bar parts includes a loading station, a stacking station, a picking station, a heat treatment station and a bin recovery station arranged in sequence. The heat treatment station mainly includes the following steps:
[0025] S1. The industrial computer with PLC control program controls the local heating of the high-frequency quenching machine to the bar parts, and manually adjusts the power of the high-frequency quenching machine, and the power of the manual manual high-frequency quenching machine is 3kW;
[0026] S2. Use the electromagnet on the heat treatment station to absorb the bar parts for heat treatment. The electromagnet is also controlled by the PLC control program, and the current of the high frequency quenching machine is changed by adjusting the resistance on the high frequency quenching machine , thereby changing the suction force of the electromagnet, and the suction force of the electromagnet is 10gf;
[0027] S...
Embodiment 2
[0035] The local surface heat treatment process of bar parts includes a loading station, a stacking station, a picking station, a heat treatment station and a bin recovery station arranged in sequence. The heat treatment station mainly includes the following steps:
[0036] S1. The industrial computer with PLC control program controls the local heating of the high-frequency quenching machine to the bar parts, and manually adjusts the power on the high-frequency quenching machine, and the power of the manual manual high-frequency quenching machine is 4kW;
[0037] S2. Use the electromagnet on the heat treatment station to absorb the bar parts for heat treatment. The electromagnet is also controlled by the PLC control program, and the current of the high frequency quenching machine is changed by adjusting the resistance on the high frequency quenching machine , thereby changing the suction force of the electromagnet, and the suction force of the electromagnet is 20gf;
[0038] S...
Embodiment 3
[0046] The local surface heat treatment process of bar parts includes a loading station, a stacking station, a picking station, a heat treatment station and a bin recovery station arranged in sequence. The heat treatment station mainly includes the following steps:
[0047] S1. The industrial computer with PLC control program controls the local heating of the high-frequency quenching machine to the bar parts, and manually adjusts the power on the high-frequency quenching machine, and the power of the manual manual high-frequency quenching machine is 5kW;
[0048]S2. Use the electromagnet on the heat treatment station to absorb the bar parts for heat treatment. The electromagnet is also controlled by the PLC control program, and the current of the high frequency quenching machine is changed by adjusting the resistance on the high frequency quenching machine , thereby changing the suction force of the electromagnet, and the suction force of the electromagnet is 30gf;
[0049] S3...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More