

Negative pressure die-casting method and device for heat-resistant steel exhaust manifold
An exhaust manifold and heat-resistant steel technology, applied in the field of heat-resistant steel exhaust manifold negative pressure die-casting method and device, can solve the problem of low process yield of 20-30%, large solidification shrinkage of heat-resistant steel material, Problems such as poor fluidity and exhaust manifolds can achieve the effect of improving casting yield and process yield, good structure compactness, and improving process yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0034] The present invention will be further described below in conjunction with the specific embodiments in the accompanying drawings.
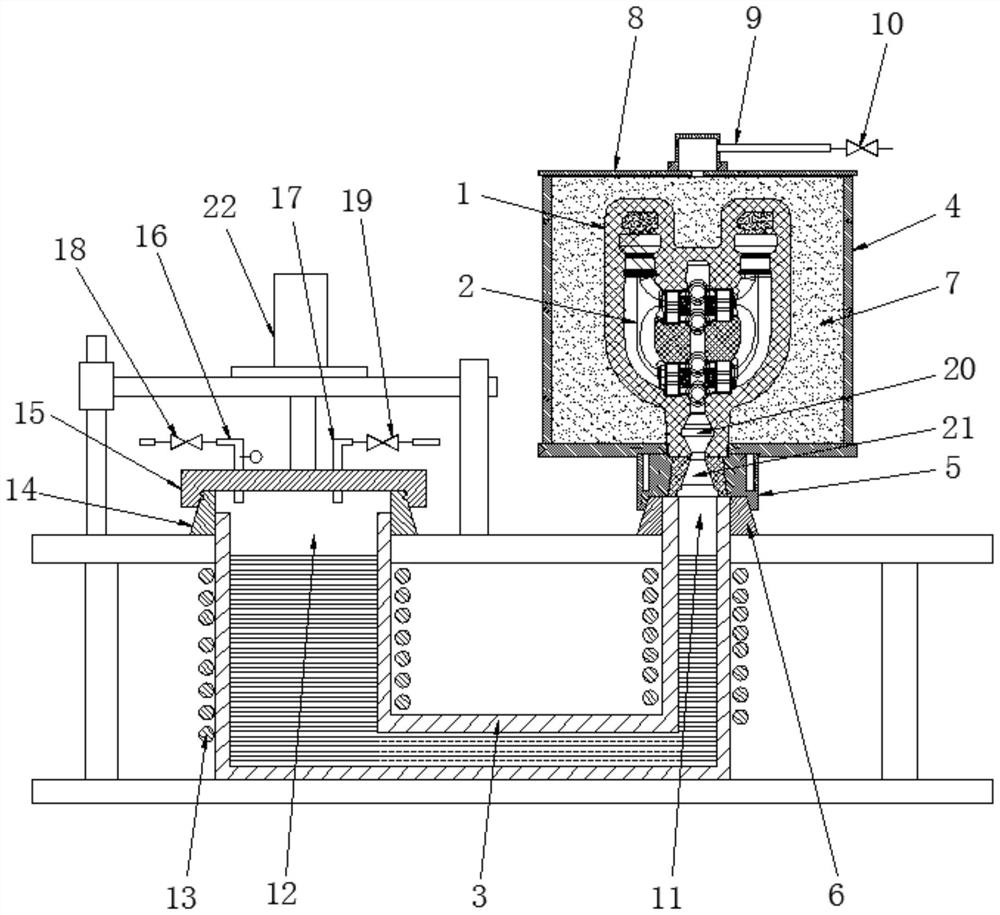
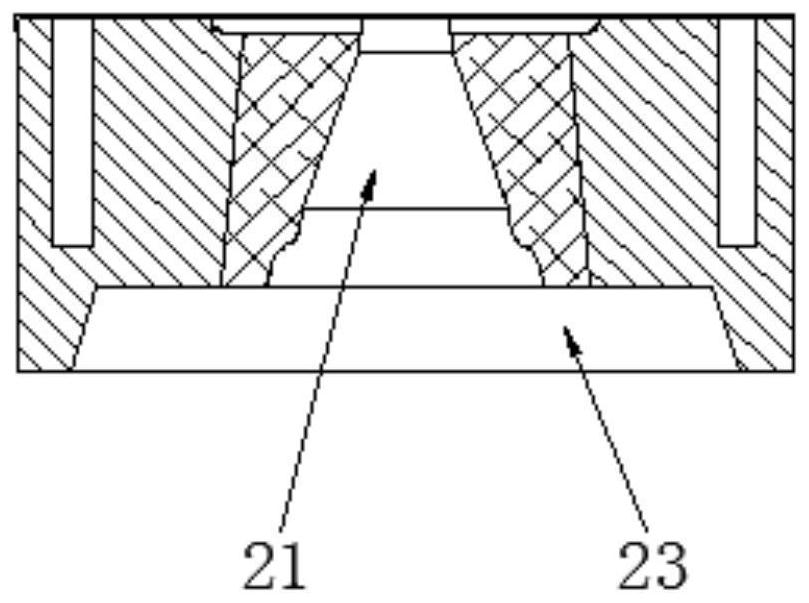
[0035] refer to Figure 1-3 , a heat-resistant steel exhaust manifold negative pressure die-casting method of the present invention, the method is to put the sand mold into the casting box, then pump air into the casting box to form a negative pressure environment, and finally press molten steel into the casting mold , so as to obtain heat-resistant steel exhaust manifold castings. The method comprises the steps of:
[0036] S1 shell making and core making: use the shell mold to make sand molds on the hot core box machine, and assemble them to get the mold. Specifically, the air sand mold includes the shell and the inner runner core. There are two shells. Finish the paint, dry it, then install the inner runner core into the shell, coat the casting adhesive around the shell, and assemble to form a mold;
[0037] S2 Mold Packing: Put the sa...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More