Casting and Welding Technology of Super Large Busbar for Nuclear 1e Grade Lead-Acid Battery
A lead-acid battery, busbar technology, applied in hot-dip plating process, metal material coating process, sustainable manufacturing/processing, etc., can solve problems such as shrinkage, cold welding, inconsistency, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
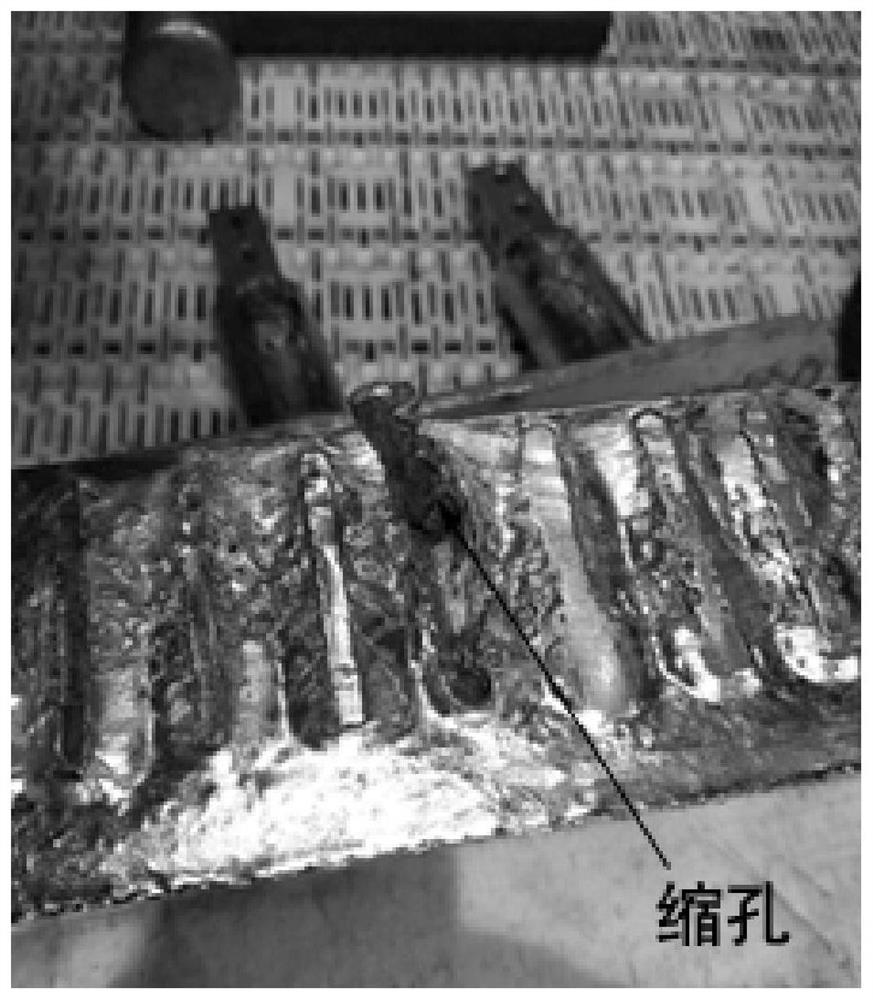
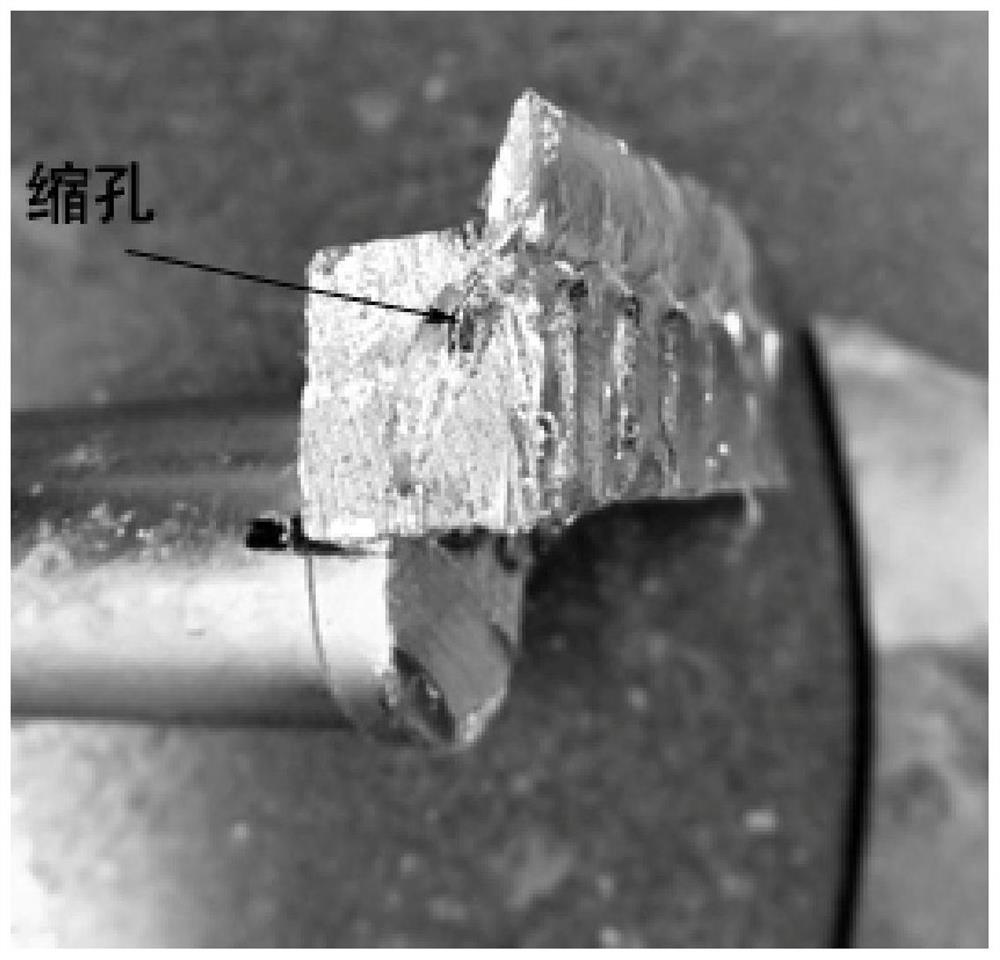
[0070] The casting and welding process of the super-large busbar of the nuclear 1E-class lead-acid battery includes the tin dipping process for the negative electrode tab and the casting and welding process for the negative electrode tab.
[0071] The mass percentage content of tin in the lead-tin alloy used for tin dipping is 60%, and the temperature of the tin pot is 230°C.
[0072] The tin dipping process for the negative electrode tab includes the following steps:
[0073] Negative ear cleaning: Use a wire brush to treat the negative ear, and brush off the attachments on its surface, including lead paste, etc.;
[0074] Dip the flux: The flux is divided into two brushes. The first roller brush brushes the flux to the surface of the negative electrode lug, and the second roller brush brushes the excess flux on the surface of the negative electrode lug.
[0075] Dipping the tin: Insert the negative ear into the tin pot, the time is 18s, it will rise after the time, and the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More