Multi-material component and methods of making thereof
A multi-material and component technology, applied in the field of MULTI-MATERIAL COMPONENTANDME, can solve problems such as deterioration of mechanical properties of joints, embrittlement and cracking of liquid metal, corrosion, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment I
[0102] Example 1: Tensile-shear test of resistance spot welding using 370 μm thick HEA interlayer
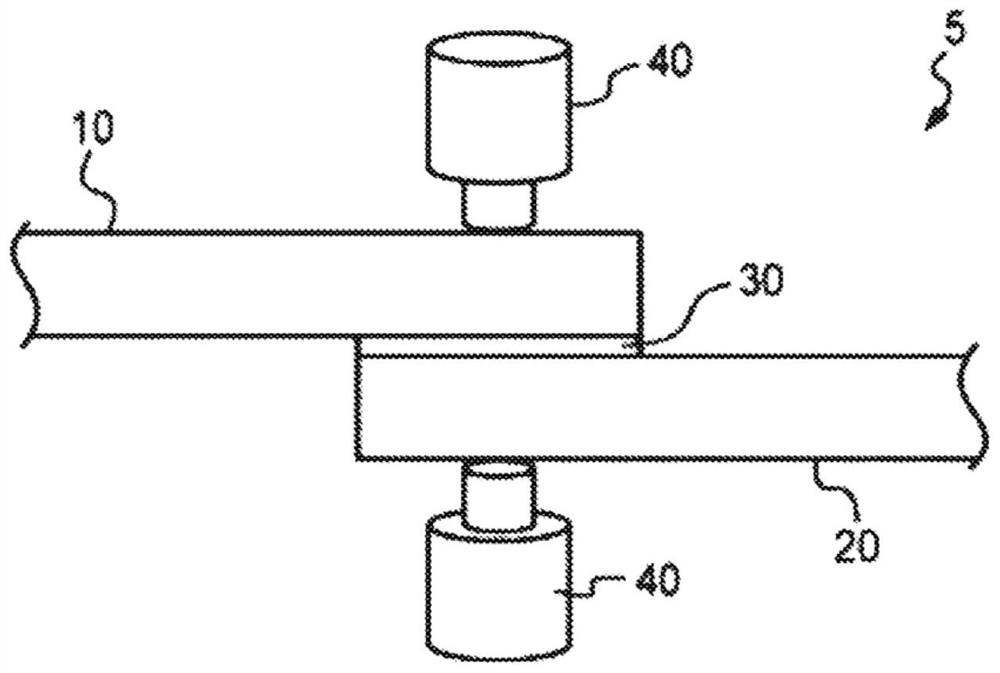
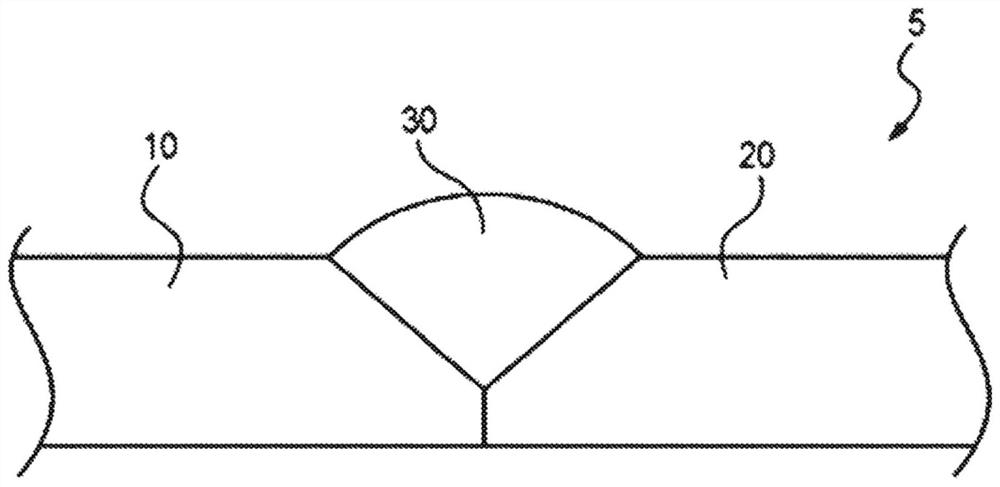
[0103]High-entropy alloys composed of Fe, Mn, Ni, and Co were prepared using vacuum arc melting. A plurality of high entropy alloy foils each having a thickness of 370 μm were prepared by rolling followed by grinding to a final thickness. Two galvanized annealed steel sheets were then welded via resistance spot welding within the following parameters to form six weld sets: 60 Hz, 8.5 K.amps, 26 cycles, and 770 lbs. Welding groups N-1, N-2 and N-3 were formed without HEA, while welding groups H-1, H-2 and H-3 were provided with HEA as two galvanizing anneals before welding Formed in the absence of interlayers between steel plates. Figure 10 Load (KN) versus displacement (mm) for each sample studied in the tensile-shear test described in Example I is shown.
Embodiment II
[0104] Example II: Fracture Surface after Tensile-Shear Test of Spot Weld Using 370 μm Thick HEA Interlayer
[0105] Figure 11 Optical low magnification photographs of the fracture surface and the top surface of the solder joints of the upper steel plates of samples N-1, N-2 and N-3 are shown. An interfacial shear mode was detected in each sample. Figure 12A Optical low magnification photographs of the fracture surface and top surface of the solder joints of the upper steel plates of samples H-1, H-2 and H-3 are shown. Figure 12B An enlarged portion of the top surface of the solder joint for sample H-2. A mixed fracture mode (pullout + interfacial shear) was detected in each sample. Figure 13 to show relative to Figure 11 and 12 are schematic diagrams showing the tensile stress axis of the plan view.
[0106] Based on Examples I and II, it is concluded that the introduction of the HEA interlayer results in a smaller spot weld area and a partial (50%) pull-out fractur...
Embodiment III
[0107] Example III: Tensile-shear test of resistance spot welding using 220 μm thick HEA interlayer
[0108] High-entropy alloys composed of Fe, Mn, Ni, and Co were prepared using vacuum arc melting. A plurality of high entropy alloy foils each having a thickness of 220 μm were prepared by rolling followed by grinding to a final thickness. Eight weld sets were then formed by welding two plates via resistance spot welding within the following parameters: 60Hz, 9.5K.amps, 26 cycles, and 1000 lbs. Four welded groups were formed without HEA interlayer, while four welded groups were formed with HEA foil provided as an interlayer between two steel plates before welding. Figure 14A The load (k.N) versus displacement (mm) for each sample studied in the tensile-shear test described in Example III is shown. Figure 14B The average breaking load for the two sample groups is shown. from Figure 14A and 14B It can be observed that by reducing the thickness of the HEA interlayer to 22...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More