A kind of fusion-brazing composite weld of weathering steel and its welding method
A composite welding seam and welding method technology, applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of slow sealing bottom layer, high cost of stainless steel, no advantages in cost and production efficiency, etc., and achieve high production efficiency, Excellent weather resistance, saving welding passes
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0037] Example 1: 4mm thickness steel plate butt joint
[0038] The welding steps are as follows:
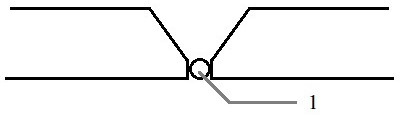
[0039] Step 1: Make a V-shaped groove on the plate to be welded, the groove angle is 70°, and the blunt edge is 1mm, such as figure 1 shown;
[0040] Step 2: Grind the groove of the welded plate and the 25mm range on both sides until the metallic luster is exposed;
[0041] Step 3: Assemble the 1.2mm specification 4043 aluminum-silicon welding wire at the blunt edge position, and perform spot welding positioning after the welding wire is clamped;
[0042] Step 4: Adopt CO 2 Gas shielded welding is used to weld the filling layer. The welding wire is 1.2mm diameter THQ-60C low alloy steel welding wire, which meets the requirements of the ER60-G type welding wire specified in the national standard GB / T 8110-2008; the welding current is 210A, the welding voltage is 22V, The welding speed is 38cm / min, and the welding heat input is 7.29kJ / cm.
[0043] Step 5: At CO 2The 13mm pos...
Embodiment 2
[0044] Example 2: 6mm thickness steel plate butt joint
[0045] The welding steps are as follows:
[0046] Step 1: Make a V-shaped groove on the plate to be welded, the groove angle is 55°, and the blunt edge is 1.5mm, such as figure 1 shown;
[0047] Step 2: Grind the groove of the welded plate and the 25mm range on both sides until the metallic luster is exposed;
[0048] Step 3: Assemble 1.2mm specification 4043 Al-Si welding wire at the blunt edge position, and perform spot welding positioning after the welding wire is clamped, such as figure 1 shown;
[0049] Step 4: Adopt CO 2 Gas shielded welding is used to weld the filler layer. The welding wire is 1.2mm diameter THQ-60D low-alloy steel welding wire, which meets the requirements of the ER55-D2-Ti type welding wire specified in the national standard GB / T 8110-2008; the welding current is 235A, and the welding Voltage 25V, welding speed 29cm / min, welding heat input 12.16kJ / cm.
[0050] Step 5: At CO 2 The 10mm bac...
Embodiment 3
[0051] Example 3: 9mm thickness steel plate butt joint
[0052] The welding steps are as follows
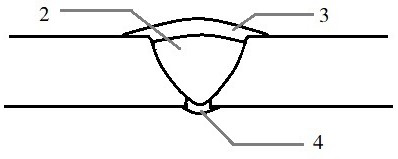
[0053] Step 1: Make an X-shaped groove on the plate to be welded, the groove angle is 60°, and the blunt edge is 1mm, such as image 3 shown;
[0054] Step 2: Grind the groove of the welded plate and the 25mm range on both sides until the metallic luster is exposed;
[0055] Step 3: Perform tack welding on the welded plate, and reserve a groove gap of 0.5~1mm;
[0056] Step 4: Adopt CO 2 Gas shielded welding is used to weld the filling layers on both sides. The welding wire is 1.2mm diameter THQ-60C low-alloy steel wire, which meets the requirements of the ER60-G type welding wire specified in the national standard GB / T 8110-2008; welding current is 220~225A , Welding voltage 23~24V, welding speed 32~33cm / min, welding heat input 9.4~9.9kJ / cm.
[0057] Step 5: At CO 2 The 13mm rear of the gas shielded welding torch is filled with 1.2mm specification 4045 aluminum-silicon wel...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More