

Repair method for severe cracking of T-shaped weld joint of blast furnace shell
A blast furnace shell and T-shaped technology, applied in welding equipment, welding equipment, auxiliary welding equipment, etc., can solve the problems of large fillet weld welding volume, poor welding position, and inability to complete repairs, etc., to resist internal thermal expansion and avoid Effect of gas leakage and avoiding repair welding failure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] A repairing method for severe cracking of blast furnace shell butt weld, which is applied to the maintenance of 2 # blast furnace of Changshu Longteng, Jiangsu, and the original weld of the blast furnace is not fruitful, and the weld surface takes 20 The steel plate rigidity is fixed, but this causes the weld crack to extend rapid development, extending the cracked source to the cracked source with the butt weld to 5 meters long, 1250m 3 Blast furnace iron water smelting has to be reduced by 20%, reducing 700 tons of iron water per day, 3,500 yuan per ton, more than 2 million yuan per day, the owner is looking for a number of blast furnace shell production and installation manufacturers can not solve, full delay more than 3 months, total The loss is about 100 million yuan;
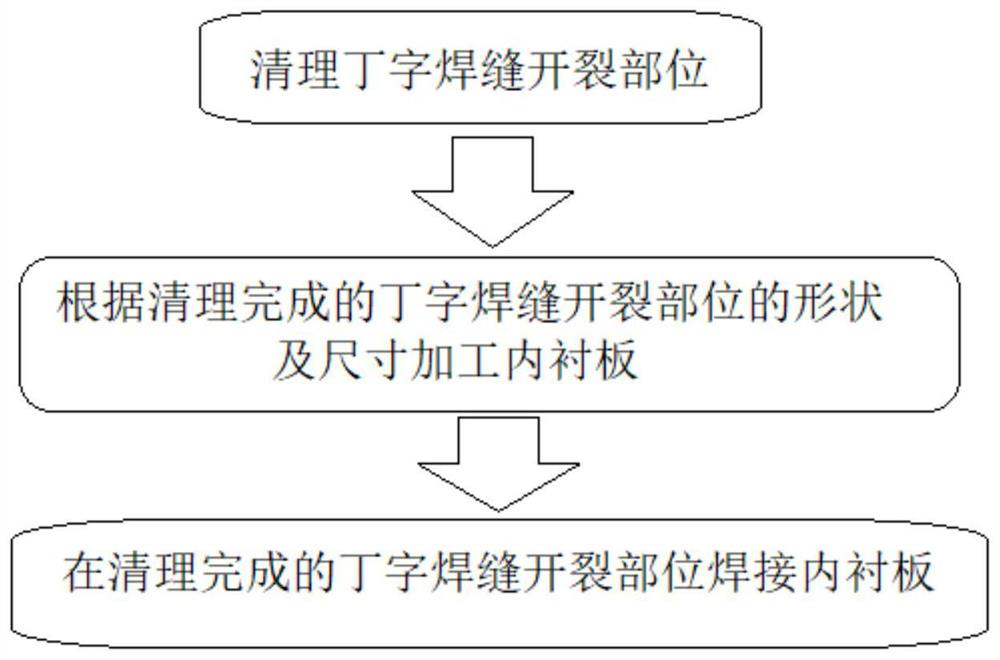
[0028] The steps of the method of the present invention are figure 1 Looking:
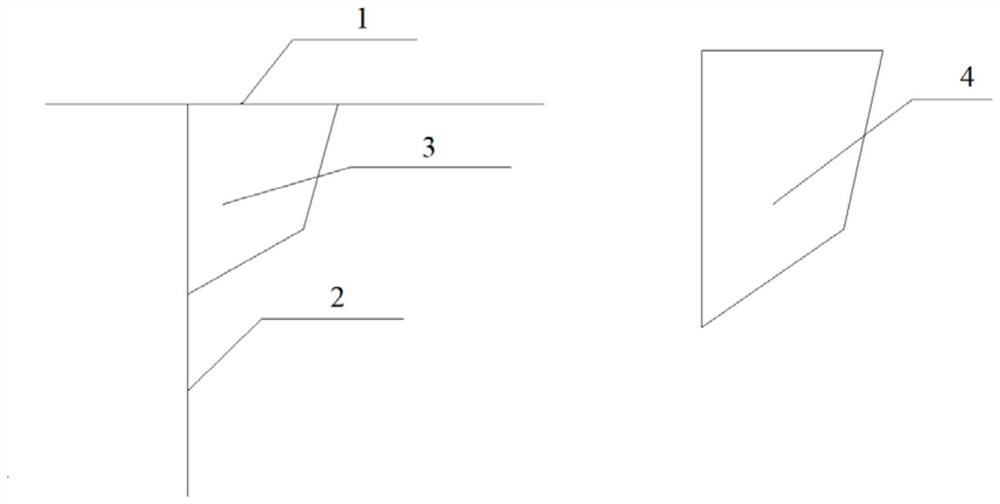
[0029] (1) Clean up the cleaning site of the puncture weld is removed from the cleaning site;
[0030] (2) The inner liner...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More