

Preparation method of composite board assembly capable of ensuring smooth biting of roll and rolling method
A composite plate and rolling technology, which is applied in the direction of metal rolling, metal rolling, manufacturing tools, etc., can solve the problem that the roll-rolled composite plate cannot be bitten smoothly, so as to improve equipment safety and production efficiency, reduce Difficulty in production and the effect of reducing difficulty in biting
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] (1) Raw material cutting
[0027] Composite material 3 is 304 stainless steel: length 10700mm, width 1850mm, thickness 15mm, smelting composition of composite material 3 stainless steel
[0028] See Table 1;
[0029] Base material 1 is Q235B steel: length 11000mm, width 1850mm, thickness 230mm.
[0030] Table 1304 stainless steel melting composition (%)
[0031] C Si mn P S als Ni Cr 0.08 0.30 0.40 0.014 0.003 0.027 7.6 17.7
[0032] (2) Composite plate blank welding composite
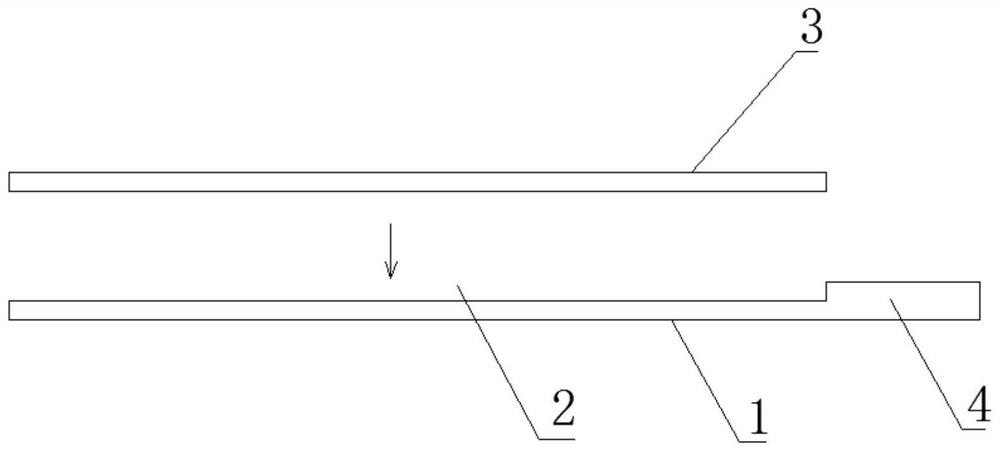
[0033] Such as figure 1 , milling is carried out on one end plane of the base material 1 and the composite material 3 having the same length, a sunken plane 2 with a milling depth of 15 mm and a length of 10700 mm, and the other end forms the base material end 4; the processing surface of the composite material 3 is milled flat, clean The processed surfaces of the composite material 3 and the base material 1 are free from oil, dust, debris, and moisture, s...
Embodiment 2
[0047] (1) Raw material cutting
[0048] Composite material 3 is 2205 duplex stainless steel: length 10500mm, width 1800mm, thickness 18mm, the melting composition of composite material 3 stainless steel is shown in Table 2;
[0049] Base material 1 is Q235B steel: length 10900mm, width 1800mm, thickness 230mm.
[0050] Table 2 Melting composition of duplex stainless steel (%)
[0051] C Si mn P S als Ni Cr Mo N 0.03 1.00 2.00 0.008 0.003 0.027 5.8 22.4 3.3 0.14
[0052] (2) Composite plate blank welding composite
[0053] Carry out deep milling on one end plane of the base material 1 and composite material 3 having the same length, milling a sunken plane 2 with a depth of 18 mm and a length of 10500 mm, and form the end of the base material 4 at the other end; perform flat milling on the processing surface of the composite material 3, Clean the processed surface of composite material 3 and base material 1 to make it free from oil, du...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More