

High-wave impedance self-restraint explosive welding method and device for dissimilar metal composite pipe
An explosive welding, dissimilar metal technology, applied in metal processing, welding equipment, metal processing equipment and other directions, can solve the problems of poor adhesion between the coating and the steel substrate, deformation of the composite pipe, poor corrosion resistance, etc., to achieve high collision speed, The effect of improving straightness and avoiding direct damage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
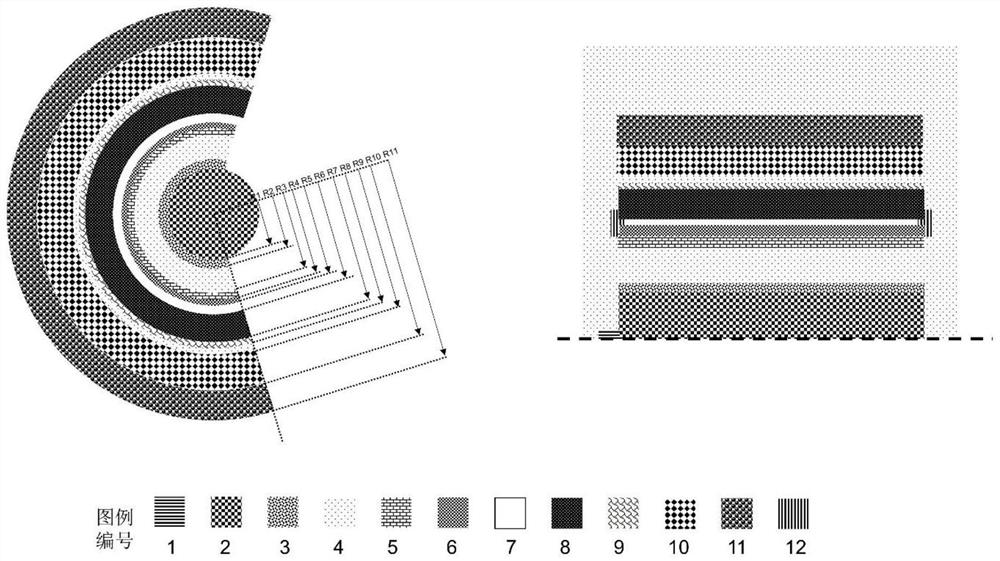
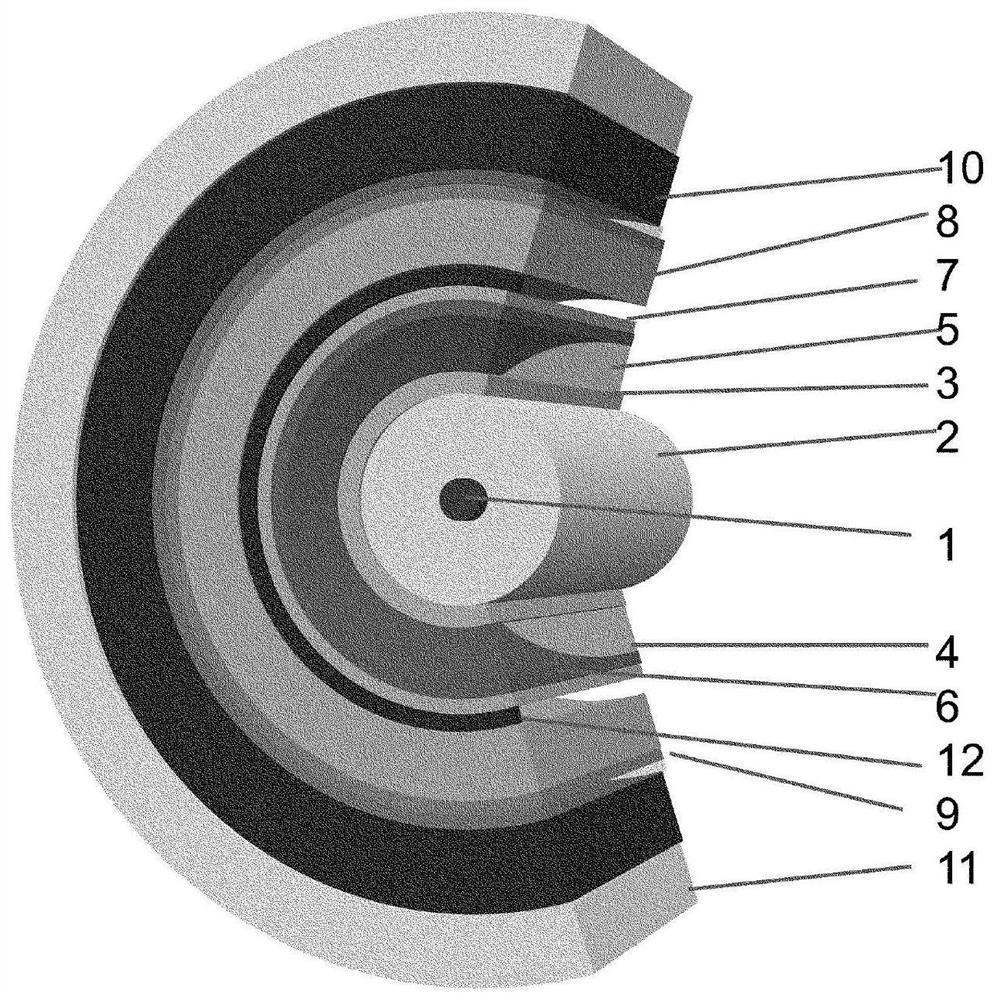
[0114] The outer tube is made of mild steel with an inner diameter of 65mm, a wall thickness of 10mm and a length of 200mm. The inner tube is made of industrial grade copper and has an inner diameter of 56mm, a wall thickness of 2mm and a length of 200mm. Gap size according to SOD=K SOD2 *(R5-R3) is taken as 2.5mm, and the inner diameter and outer diameter of the pipe are selected according to this standard.
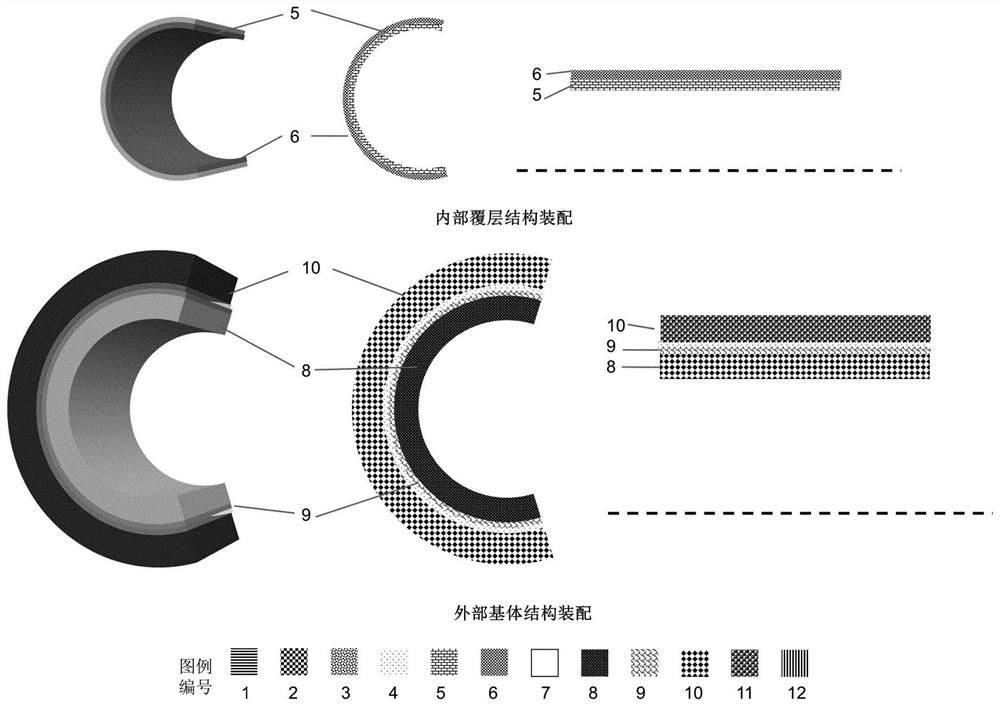
[0115] The protective tube 5 is omitted when the required thickness of the inner tube coating is greater than 1 mm.
[0116] Because the wall thickness of the outer pipe is greater than 2mm, the outer mold selects a steel pipe with a wall thickness of 10mm as the mold. The outer constraining layer 9 is filled between the outer mold 10 and the outer tube 8 using water, and is sealed and fixed at both ends in the axial direction. Since the wall thicknesses of the outer tube 8 and the outer mold 10 are both 10 mm, the outer restraining charge 11 is omitted, avoiding unne...
Embodiment 2
[0122] The outer tube 8 is made of mild steel with an inner diameter of 64 mm, a wall thickness of 10 mm and a length of 200 mm. The inner tube 6 is made of helically wound copper foil with a width of 10 mm and a thickness of 2 mm.
[0123] Due to the high cost of preparing thin copper tubes with a wall thickness of 0.2 mm. Therefore, scheme 2 is adopted: a long copper sheet with a width of 10 mm and a thickness of 2 mm is used, and the copper sheet is spirally wound and bonded to the protection tube 5 through the bonding material PET double-sided tape. The protection tube 5 is a copper tube with an outer diameter of 60 and a wall thickness of 2. That is, the inner tube 6 is made of helically wound thin copper sheets by bonding. Since the high-speed impact in the explosive welding process can achieve metallurgical bonding between the materials, the spirally wound copper sheet 6 can achieve a continuous and integrated tube inner cladding after being pushed outward by the prot...
Embodiment 3
[0130] The outer tube is made of aluminium with an inner diameter of 65 mm, a wall thickness of 10 mm and a length of 200 mm. The inner tube is made of copper with an inner diameter of 56 mm, a wall thickness of 2 mm and a length of 200 mm. Gap size according to SOD=K SOD2 *(R5-R3) is taken as 2.5mm, and the inner diameter and outer diameter of the pipe are selected according to this standard.
[0131] The protective tube 5 is omitted when the required thickness of the inner tube coating is greater than 1 mm.
[0132] Because the wall thickness of the outer pipe is greater than 2mm, the outer mold selects a steel pipe with a wall thickness of 10mm as the mold. The outer restraint layer 9 is filled between the outer mold 10 and the outer tube 8 using water, and is sealed and fixed at both ends in the axial direction.
[0133] The explosive welding explosive 2 contained in the interior is a mixture of emulsion explosive and hollow glass microspheres (mass ratio is 3:1). The ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More