

Preparation method of high-strength and high-toughness Cu-Nb-Cu composite wire
A cu-nb-cu, composite wire technology, applied in the direction of manufacturing tools, metal rolling, metal rolling, etc., can solve the problems of limiting material properties, difficult to make new breakthroughs in tensile strength, etc., to improve processing efficiency , high-intensity, easy-to-use effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
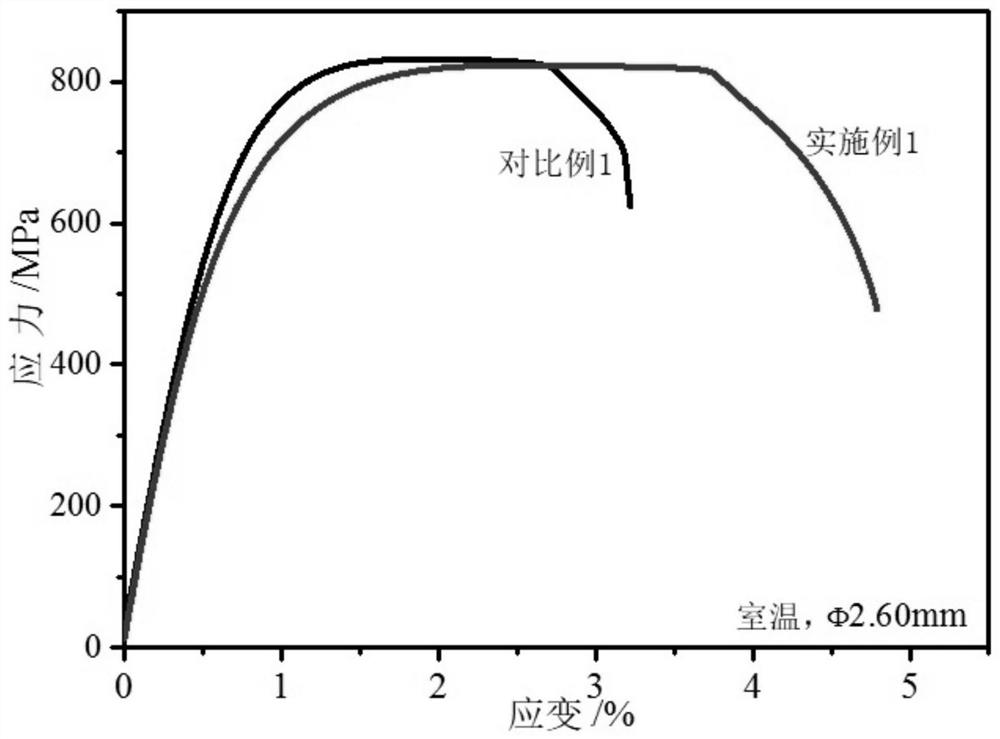
Embodiment 1
[0028] This embodiment includes the following steps:
[0029] Step 1. Anneal the Nb tube reinforced Cu-Nb with a diameter of Φ7.74mm prepared by the cluster drawing method, that is, the Cu-Nb-Cu tertiary composite wire. The temperature of the annealing treatment is 650°C and the time is 4h, and then the hole is drilled. The shape is rolled to a diameter of Φ4.35mm, and the total deformation of the pass rolling is 68%;
[0030] Step 2: Immerse the Cu-Nb-Cu tertiary composite wire rod after pass rolling in step 1 in a foam tank equipped with liquid nitrogen for cooling for 1 min;
[0031] Step 3: The Cu-Nb-Cu tertiary composite wire that has been cooled in step 3 is plastically drawn to a diameter of Φ2.60 mm through a drawing die in turn to obtain a high-strength and high-toughness Cu-Nb-Cu composite wire; The processing rate of drawing passes is 8%, and the diameters of the drawing die used are: Φ4.35mm, Φ4.12mm, Φ4.08mm, Φ3.95mm, Φ3.64mm, Φ3.35mm, Φ3.12mm, Φ3. 08mm, Φ2.95mm...
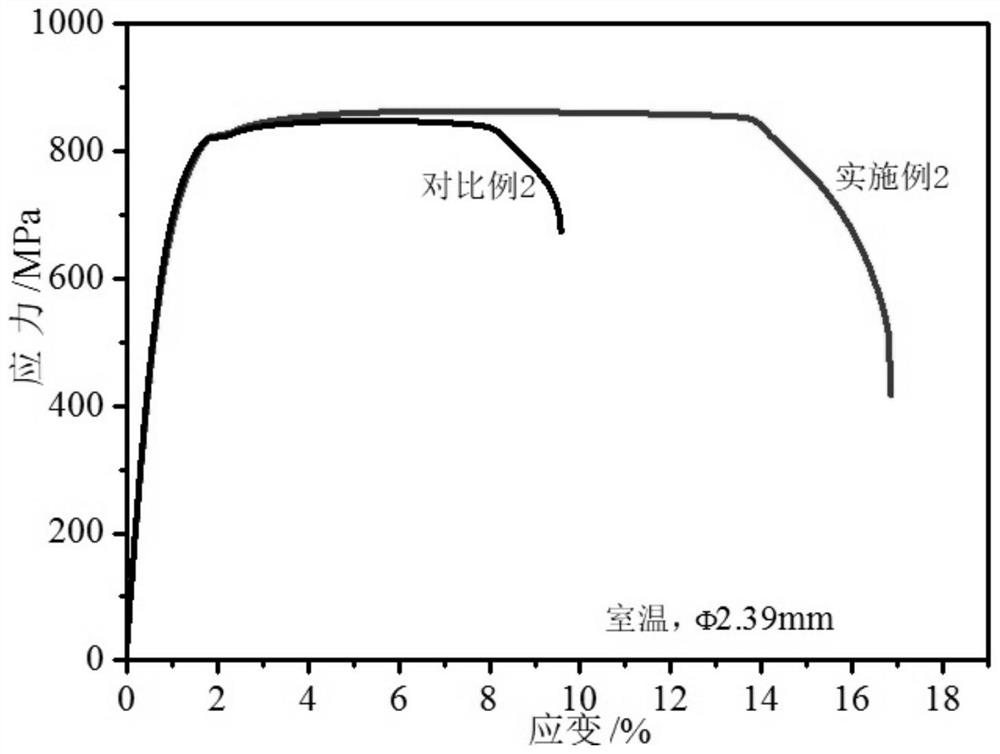
Embodiment 2
[0036] This embodiment includes the following steps:
[0037] Step 1. Anneal the Nb tube reinforced Cu-Nb with a diameter of Φ7.74mm prepared by the cluster drawing method, that is, the Cu-Nb-Cu tertiary composite wire. The temperature of the annealing treatment is 700°C and the time is 4h. The shape is rolled to a diameter of Φ4.35mm, and the total deformation of the pass rolling is 68%;
[0038] Step 2: Immerse the Cu-Nb-Cu tertiary composite wire rod after pass rolling in step 1 in a foam tank equipped with liquid nitrogen for cooling for 1 min;
[0039] Step 3: The Cu-Nb-Cu tertiary composite wire after cooling in step 3 is plastically drawn to a diameter of Φ2.39mm through a drawing die in turn to obtain a high-strength and high-toughness Cu-Nb-Cu composite wire; The processing rate of drawing passes is 7%, and the diameters of the drawing die used are: Φ4.12mm, Φ4.08mm, Φ3.95mm, Φ3.64mm, Φ3.35mm, Φ3.12mm, Φ3.08mm, Φ2. 95mm, Φ2.83mm, Φ2.71mm, Φ2.60mm, Φ2.49mm, Φ2.39mm, ...
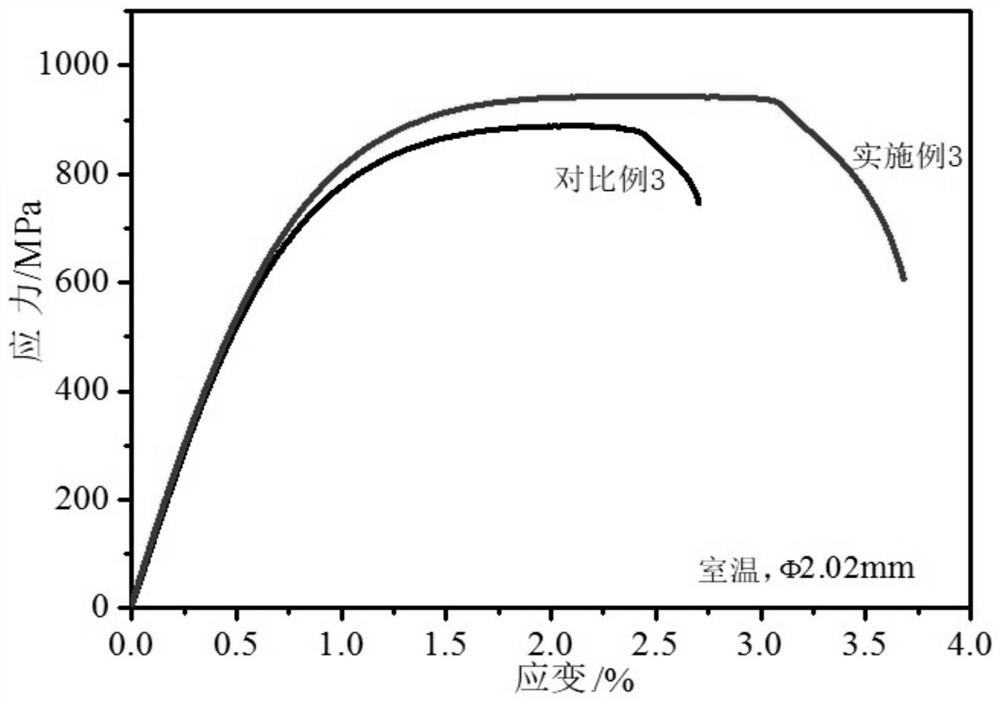
Embodiment 3
[0044] This embodiment includes the following steps:
[0045] Step 1. The Nb tube reinforced Cu-Nb with a diameter of Φ8.66mm prepared by the cluster drawing method, that is, the Cu-Nb-Cu tertiary composite wire, is annealed. The shape is rolled to a diameter of Φ4.35mm, and the total deformation of the pass rolling is 72%;
[0046] Step 2, soaking the Cu-Nb-Cu tertiary composite wire rod after pass rolling in step 1 in a foam tank equipped with liquid nitrogen for cooling for 2min;
[0047] Step 3: The Cu-Nb-Cu tertiary composite wire that has been cooled in step 3 is plastically drawn to a diameter of Φ2.02 mm through a drawing die in turn to obtain a high-strength and high-toughness Cu-Nb-Cu composite wire; The processing rate of the drawing passes is 9%, and the diameters of the drawing die used are: Φ4.12mm, Φ4.08mm, Φ3.95mm, Φ3.64mm, Φ3.35mm, Φ3.12mm, Φ3.08mm, Φ2. 95mm, Φ2.83mm, Φ2.71mm, Φ2.60mm, Φ2.49mm, Φ2.39mm, Φ2.12mm, Φ2.02mm, and the wire to be drawn must be plac...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More