Manufacturing method of low-density, high-strength and high-toughness hot-rolled steel plate
A high-strength, high-toughness, hot-rolled steel plate technology is applied in the field of manufacturing Fe-Mn-Al-C austenitic low-density steel plates, which can solve the problems of large impact on steel plate performance, large impact on steel ingot quality, and poor fluidity of molten steel. Achieve the effect of not easy electrochemical corrosion, good corrosion resistance, and reduce the difficulty of milling and grinding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
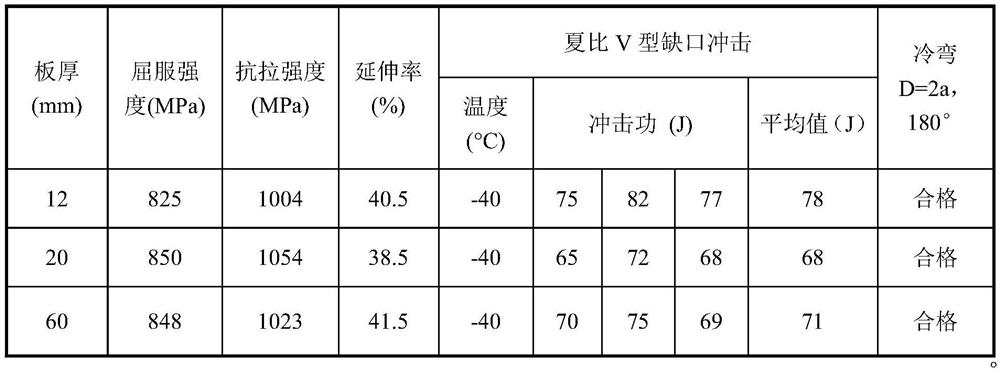
[0041] This embodiment is a low-density, high-strength, and high-toughness steel plate with a thickness of 12 mm and a plate width of 2000 mm.
[0042] Process path: steelmaking - billet heating - descaling - billet rolling - slow cooling - intermediate billet solution treatment - intermediate billet surface milling - inspection - storage; intermediate billet is heated again - descaling - rolling ( Finished product rolling) - hot straightening - ACC cooling - straightening - finishing - appearance inspection - sampling - physical and chemical inspection - judgment - storage.
[0043] 1. Steelmaking
[0044] Electric furnace smelting selects special scrap steel materials and pig iron materials, and strictly controls the residual elements in the raw materials into the furnace. The molten steel meets the end point carbon 0.05-0.10%, phosphorus ≤ 0.005%, and the temperature is ≥ 1620 ℃. When tapping, aluminum is used along with the molten steel flow. The block is pre-deoxidized, ...
Embodiment 2
[0053] This embodiment is a low-density, high-strength, and high-toughness steel plate with a thickness of 20 mm and a plate width of 1600 mm.
[0054] Process path: steel making - billet heating - descaling - billet rolling - slow cooling - intermediate billet solution treatment - intermediate billet surface milling - inspection - storage; intermediate billet is heated again - descaling - rolling ( Finished product rolling) - hot straightening - ACC cooling - straightening - finishing - appearance inspection - sampling - physical and chemical inspection - judgment - storage.
[0055] 1. Steelmaking
[0056]Electric furnace smelting selects special scrap steel materials and pig iron materials, and strictly controls the residual elements in the raw materials into the furnace. The molten steel meets the end point carbon 0.05-0.10%, phosphorus ≤ 0.005%, and the temperature is ≥ 1620 ℃. When tapping, aluminum is used along with the molten steel flow. The block is pre-deoxidized, ...
Embodiment 3
[0065] This embodiment is a low-density, high-strength, and high-toughness steel plate with a thickness of 60 mm and a plate width of 2500 mm.
[0066] Process path: steelmaking - billet heating - descaling - billet rolling - slow cooling - intermediate billet solution treatment - intermediate billet surface milling - inspection - storage; intermediate billet is heated again - descaling - rolling ( Finished product rolling) - hot straightening - slow cooling - finishing - appearance inspection - sampling - physical and chemical inspection - judgment - storage.
[0067] 1. Steelmaking
[0068] Electric furnace smelting selects special scrap steel materials and pig iron materials, and strictly controls the residual elements in the raw materials into the furnace. The molten steel meets the end point carbon 0.05-0.10%, phosphorus ≤ 0.005%, and the temperature is ≥ 1620 ℃. When tapping, aluminum is used along with the molten steel flow. The block is pre-deoxidized, and the less re...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Board width | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com