

Pulse current auxiliary type pre-welding preheating and post-welding stress relief method for high-strength titanium alloy
A technology of pulse current and pre-welding preheating, applied in arc welding equipment, welding equipment, welding accessories, etc., can solve the problem of inconsistency between the surface and core of thick plates, high requirements for heating furnace specifications and temperature control, and heat radiation. Solve problems such as slow heating and temperature rise, achieve good technical application and market prospects, improve welding quality, and uniform temperature rise
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
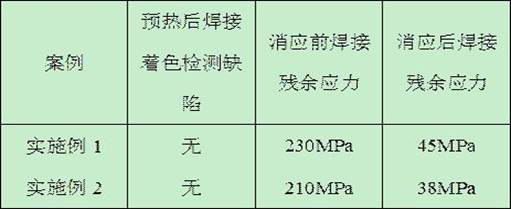
Embodiment 1
[0044] A pulse current-assisted method for pre-welding preheating and post-welding elimination of high-strength titanium alloy, comprising the following steps:
[0045] 1) The size of the titanium alloy test plate to be welded is 100×50×10mm, and the groove width is 12mm;
[0046] 2) Clean the groove area of the titanium alloy test plate, and use a carbide grinding head to grind the groove area to remove the oxide scale;
[0047] 3), use tin foil to cover the titanium alloy test plate treated in step 2), and then continue to inject argon gas with a purity of 99.99%;
[0048] 4) Under the condition of continuous protection of argon gas, use a steel fixture to connect the titanium alloy test plate coated in step 3) with the pulse power supply equipment, turn on the pulse power supply equipment, and set the pulse current frequency to 300Hz , the pulse width is 50μs, the current is 20000A, the sample preheating temperature is 500℃, and the energization time is 2min;
[0049]5)...
Embodiment 2
[0054] A pulse current-assisted method for pre-welding preheating and post-welding elimination of high-strength titanium alloy, comprising the following steps:
[0055] 1) The size of the titanium alloy test plate to be welded is 100×50×15mm, and the groove width is 12mm;
[0056] 2) Clean the groove area of the titanium alloy test plate, and use a carbide grinding head to grind the groove area to remove the oxide scale;
[0057] 3), use tin foil to cover the titanium alloy test plate treated in step 2), and then continue to inject argon gas with a purity of 99.99%;
[0058] 4) Under the condition of continuous protection of argon gas, use a steel fixture to connect the titanium alloy test plate coated in step 3) with the pulse power supply equipment, turn on the pulse power supply equipment, and set the pulse current frequency to 1000 Hz, the pulse width is 100μs, the current is 18000A, the sample preheating temperature is 550℃, and the energization time is 3min;
[0059]...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More